
铜 铝 不锈钢 直缝 环缝对接焊机
- 微束等离子直缝对接焊机
- 工作方式:全自动微束等离子弧
- 配 料:无
- 产 地:上海
- 视频
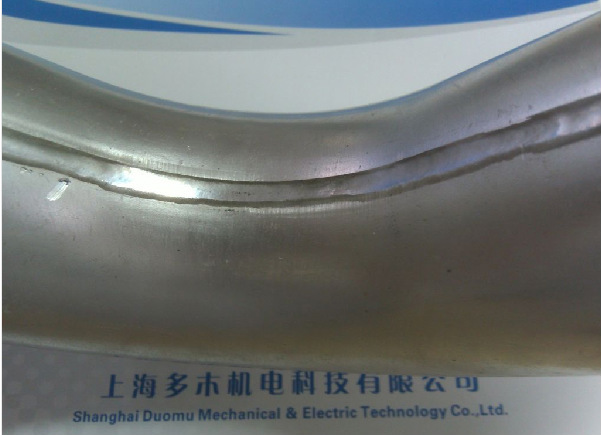
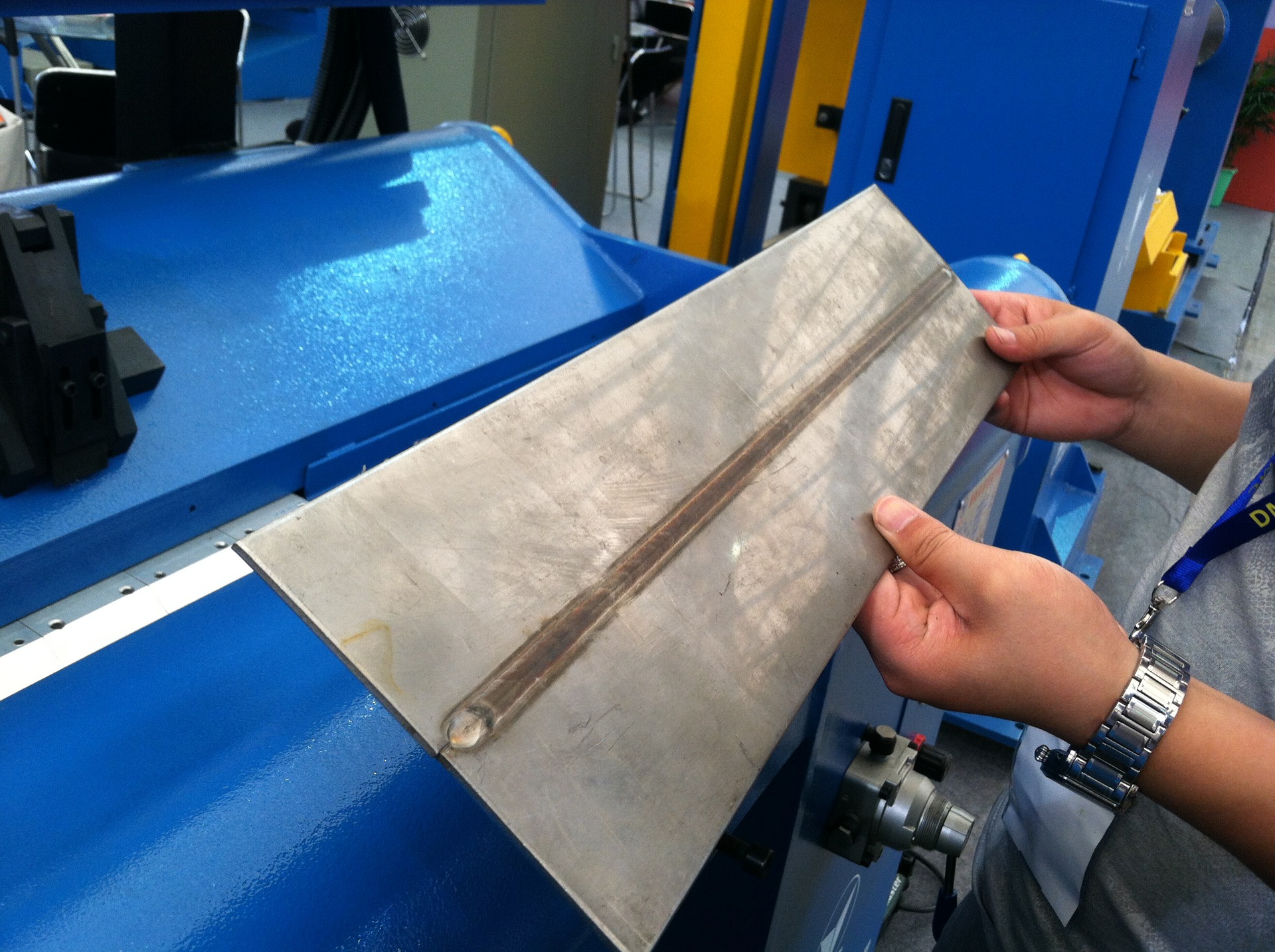
产品实拍图

产品特写图


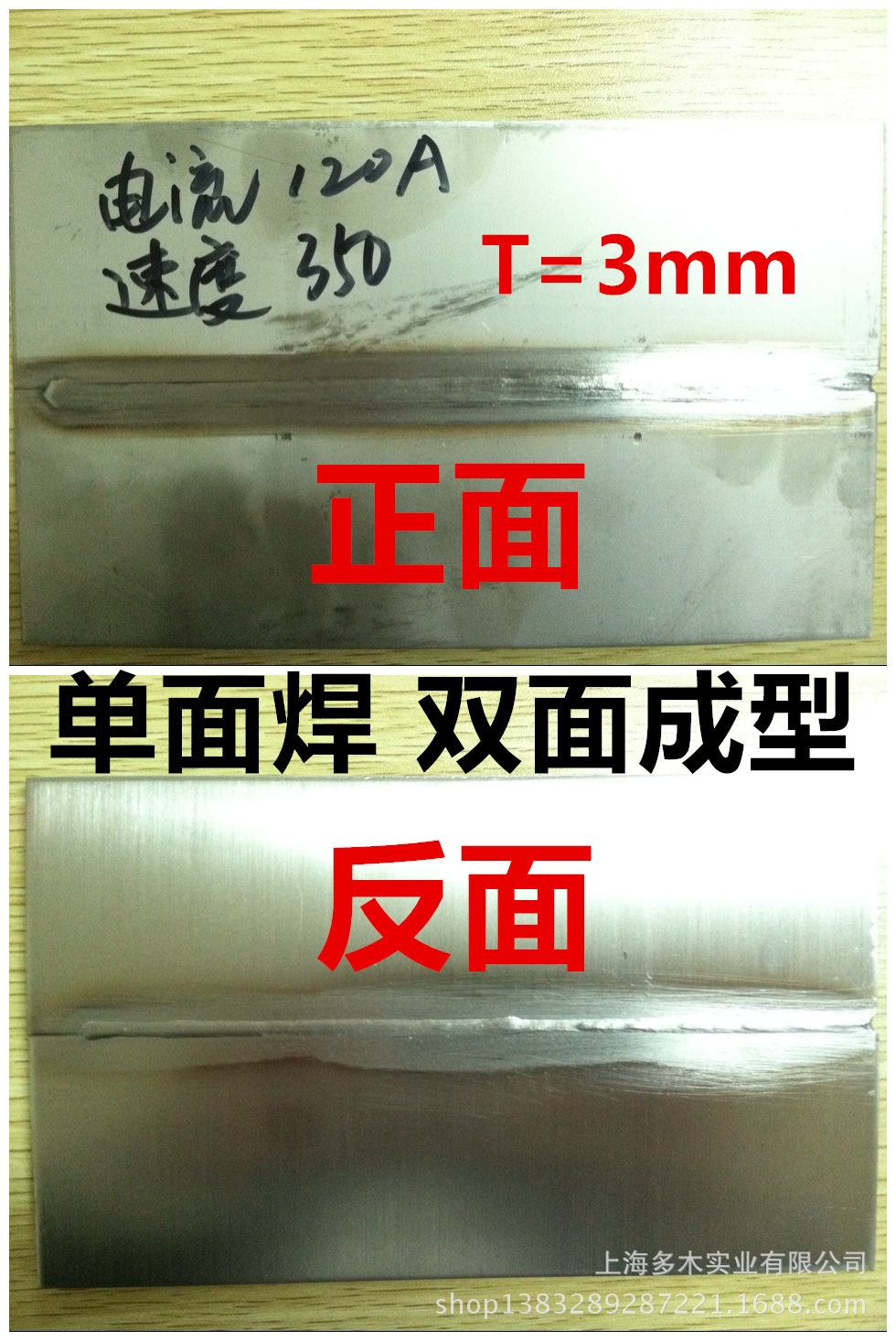
产品品质对比图
- 全自动微束等离子焊机效果图
- vs
- 普通焊机效果图

公司介绍及相关证书

上海多木实业有限公司是国内率先以高能、低耗、实用角度研发,生产、销售为一体的设备制造商。研发生产销售的高能等离子弧粉末熔覆堆焊机系列,实用型等离子弧焊机系列,精密短弧焊机系列均已达到国内领先水平。而成功开发出应用于航空地磁探测的90KV的电源,给国家探测事业作出了突出的贡献,更是填补了国内的空白。
本公司产品广泛运用于矿山、水泥、冶金、农机、建筑、电站、铁路、车辆、能源、军工、石油、化工、航空航天、模具、工具、电子电器、仪器仪表、医疗器械、汽车、通讯等行业的制造加工与修复,丰富的焊接修复经验及使用技巧,为客户解决了诸多焊接修复难题。产品远销全球各地,深受广大客户一致好评。 公司始终秉承“科技—企业的灵魂、诚信—企业的未来、质量—企业的生命”的宗旨,精心打造“诚信多木、专业多木”,不断提升企业核心竞争力,致力于成为行业的领军团队。已经为众多企业提供设备服务、并获得广大客户的好评!
相关证书:

微束等离子堆焊机特点:
1、 成型美观,焊道整齐均匀,无发黑、发黄等现象;
2、 速度快,焊10mm只需几秒钟;
3、 变形小,基本达到理想的效果;
4、电流输出的大小、时间以及间隔时间任意可调, 效果最佳;
5、设备重量36kg,灵活方便;
6、焊道薄厚可控,结合度高,焊后不用处理或简单处理;
7、维护费用低,可以忽略不计;
8、操作简单,方便易学,无需专业人员,大大降低工资成本。
针对薄板焊接的介绍:
不论是不锈钢,镀锌板,冷轧板,钛板,铜板和各类管件等等材料的薄板工件的焊接。我们均能达到理想效果
1、弧柱刚性强,挺直性好,熔透性强,等离子弧能量集中。可以产生小孔效应,达到 单面焊双面成型 的效果。(不需要加焊丝焊料等等)(为什 么等离子弧能量集中呢?因为它是经过压缩的弧柱。钨极内缩在焊枪里面。弧柱的发散角度仅为5度,而氩弧焊要达到45度,出弧方式决定了它的焊接效果!压缩后弧的温度很高,这里给下文留下伏笔!)
2、由于等离子弧有以上几个特点所以决定了,它的焊接效果:
a、 单面焊双面成型。(小孔效应:这里不做解释)
b、 焊接速度快。(弧温度高,单位面积受热恒定,所以速度快)
c、 焊道窄,变形小,热影响区域窄!(弧经过压缩了,又细又高温,焊接速度又快,就是一个小热斑点走过路 过就焊上了)
d、 钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。(钨极不用总磨、总换。方便!)
e、 等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定,焊接电流可以小到0.1A稳定燃烧,特别适合焊接微型精密零件。通过电弧的压缩,导电弧柱集中为一线细线,电流小,电弧稳定,溶池小,热影响区很窄,电极和喷嘴的孔径细小,并使弧柱收缩的更细,同时也提高热效率。
DML-V03BD等离子堆焊机说明书:
第一章、焊机介绍
一、DML-03B各部分名称及功能
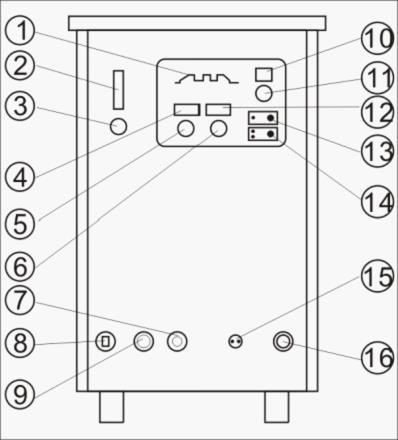
(DML-03B前面板简图)
1、焊接参数波形曲线 2、离子气流量计窗口 3、离子气流量条件旋钮 4、电流显示
5、电源调节旋钮 6、时间调节旋钮 7、保护气接口 8、主弧接线柱
9、维弧(离子气)接线柱 10、数存储显示 11、存储、调用旋钮 12、时间显示 13、维弧控制按键 14、连续/脉冲焊选择按键 15、控制线接口16、工件接线口
二、DML-03B焊机参数
主要技术参数型号 | DML-03 | |
脉冲焊 | 连续焊 | |
维弧电流 Ip(A) | 3-20 | 3-20 |
焊接电流I1(A) | 2-300 | 2-300 |
基值电流I2 (A) | 2-110 |
|
电流上升时间 T3(s) | 0-2.0 | 0-2.0 |
电流下降时间 T4(s) | 0-2.0 | 0-2.0 |
脉冲焊接时间T1(ms) | 1-999 |
|
焊接间隔时间T2(ms) | 10-990 |
|
气体保护时间(s) | 1.0-20.0 | 1-20.0 |
输入电压 (V) | 三相380V,50HZ交流电 | |
额定输入电源容量 (KVA) | 8 | |
输出电流调节范围 (A) | 1-300 | |
负载持续率 (%) | 60% | |
离子气流量 (L/min) | 0.2-1 | |
保护气流量 (L/min) | 1-12 | |
重量(KG) | 82 | |
外形尺寸 (mm) | 695*375*665 | |
第二章、焊机的安装及使用
一、DML-03B各部安装如下图
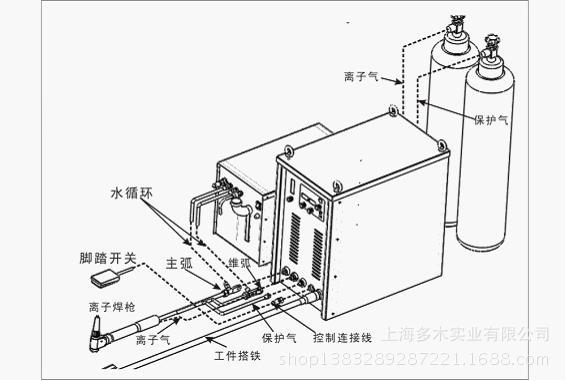
(DML-03B安装图)
1、按上图所示各部分功能分别接好各部件.
2、检查各部连接正确、牢固无误后,方可接通电源。
3、检查是否有漏水、漏气现象。
4、确认无误方可进行焊接操作。
二、操作
1、 确认各部分连接是否正确、牢固。
2、 确认无误后开启后面板电源开关。电源灯(POWER)亮,机器直接进入工作状态。
3、调整气体流量,利用气瓶上的流量计与机器的流量计分别对离子气、保护气进行合理的调整。
气体流量参考值:
气体类型 | 气体流量(L/M) |
离子焊 | |
离子气 | 0.2-1 |
保护气 | 1-12 |
4、选择工作模式:按14键
5、 设置工作参数
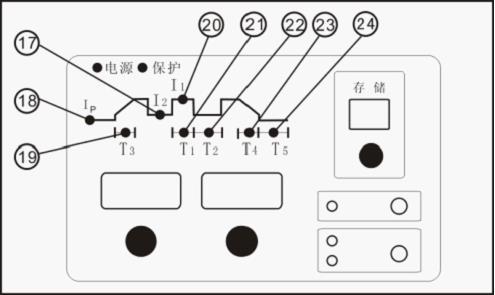
(控制板及波形曲线图)
17基值电流 18 维弧电流 19焊接电流上升时间 20焊接电流 21焊接时间
22焊接间隔时间 23焊接电流下降时间 24气体延时时间
a、电流设定(维弧电流、焊接电流、基值电流)
按5旋钮键IP/I1/I2指示灯循环亮,对应的4表显示的即为对应的参数值,旋转5键,即可设定参数
b、时间的设定(上升时间、下降时间、焊接时间、间隔时间、气体延时保护时间)
按6旋钮键 T1/T2/T3/T4/T5指示灯循环亮,对应的12表显示的即为对应的参数值,旋转6键,即可设定参数
6、 维弧的启动:按13键即可启动维弧
7、 主弧启动与关闭:在维弧启动的前提下,接通15的控制,即可启动主弧,再次为关闭主弧。
注:启动主弧时,第一次为启动保护气,第二次启动主弧,在保护气未延时关闭的情况下,每次均为启动主弧/关闭主弧。
三、等离子堆焊枪的使用
为了保证焊接的质量,请正确的使用和维护焊枪。
1、 正确安装连接焊枪,确保电缆、水、气线路连接牢固。
2、 及时清理枪嘴、保护罩。
3、 弧柱不正或发散时,及时更换或清理枪嘴。
4、 在使用等离子焊枪时,要确认冷却水是在流通的状态。
5、 枪嘴铜极要确认与枪体紧密结合,螺纹要旋紧。
6、 钨棒磨削一定要聚中,钨棒缩在铜极里面但不能与铜极接触。
注:严禁在冷却水循环为开通的情况下,使用焊接机
第三章、设备维护及故障检查
为使设备得到充分的利用,阶段性的保养、维护和清理是必要的
一、焊机外表的清理
焊机外表面脏时请用湿布擦洗干净
请在清理之前关闭电源。
请勿使用苯或其他挥发性的溶剂清理本设备。
二、检查各类连接电缆和氩气管道
1、 对电源线、焊枪线、工件连接线及脚踏开关线要经常检查,如有划伤、烫伤等损坏情况要及时更换。
2、 检查气体管道及接口,如有漏气情况应及时修理或更换。
三、故障检查
1、 电源无显示或不能连续工作
a、 供电电源故障。
b、 供电电源欠压或线路虚接。(欠压时机器的保护灯亮)
如以上几点均排除,故障仍然存在,请与厂家或经销商联系。
2、 无起弧现象故障判断:
a、 电源是否正常。电源灯是否亮。风扇是否正常工作。
b、 电流、时间是否有正常显示。
c、 工件线是否断线,是否连接牢靠。
d、 焊枪把线是否断线。
e、 脚踏控制开关是否工作正常,踩下后是否有氩气流出。
如以上几点均排除,故障仍然存在,请与厂家或经销商联系。
3、 气体不能从焊枪流出故障判断:
a、 检查气瓶压力,如过低须更换。
b、 检查流量计调节阀是否关闭。
c、 检查气管与接口是否有漏气现象。
如以几点排除,故障仍然存在,请与厂家或经销商联系。
免责声明:
本说明书随设备一同运送至客户,请妥善保管。
对于可能出现的疏漏除严重技术错误外,恕不另行通知。
注意事项
一、 焊机工作前确认冷却循环工作正常。
二、 焊枪检查:
1、 检查焊枪保护罩与枪嘴之间是否清洁,如有积垢马上停枪处理。
2、 检查钨极是否氧化,如氧化则起弧受影响,应及时更换或研磨。
3、 钨极研磨后针尖居中度要好,否则易产生偏弧现象。
'





