
JK31-16龙门铣半自动多角度铣削工装
匹配龙门铣床:
台面规格:750*6000*160mm
最大载重:1100kg
旋转角度:±10°
旋转控制精度:±0.01°
电气功率:11KW
早期的铣床属纯机械产品,当加工有多个折点且号码种类繁多的工件时,由于不具备数控变量进给功能,工件需经过多次装夹找正来达到加工目的,导致工人劳动强度高,工作效率低下,针对这种情况,我们研究开发了这套工装,使铣床具备有了旋转进给功能。
多角度铣削工装由以下三个部分组成:
一、角度旋转铣削工装机械部分
平台整体安装在原龙门铣工作台面上,用T型螺栓与原台面锁紧,旋转台面采用8点液压缸锁紧装置,使整体机构保持原有刚性,旋转编码器安装在旋转轴底部,使其震动降到最低,确保数据传输的可靠性。整套工装配有平衡起吊装置,可整体一次从机床拆除,并配有快速定位键,可免调整快速安装,工件台和支撑平台间有润滑装置,平台摩擦副间有防尘保护机构,液压动力单元和电控部分有防撞保护设计,防止零件装拆起吊碰撞。
二、角度显示及角度旋转电控部分
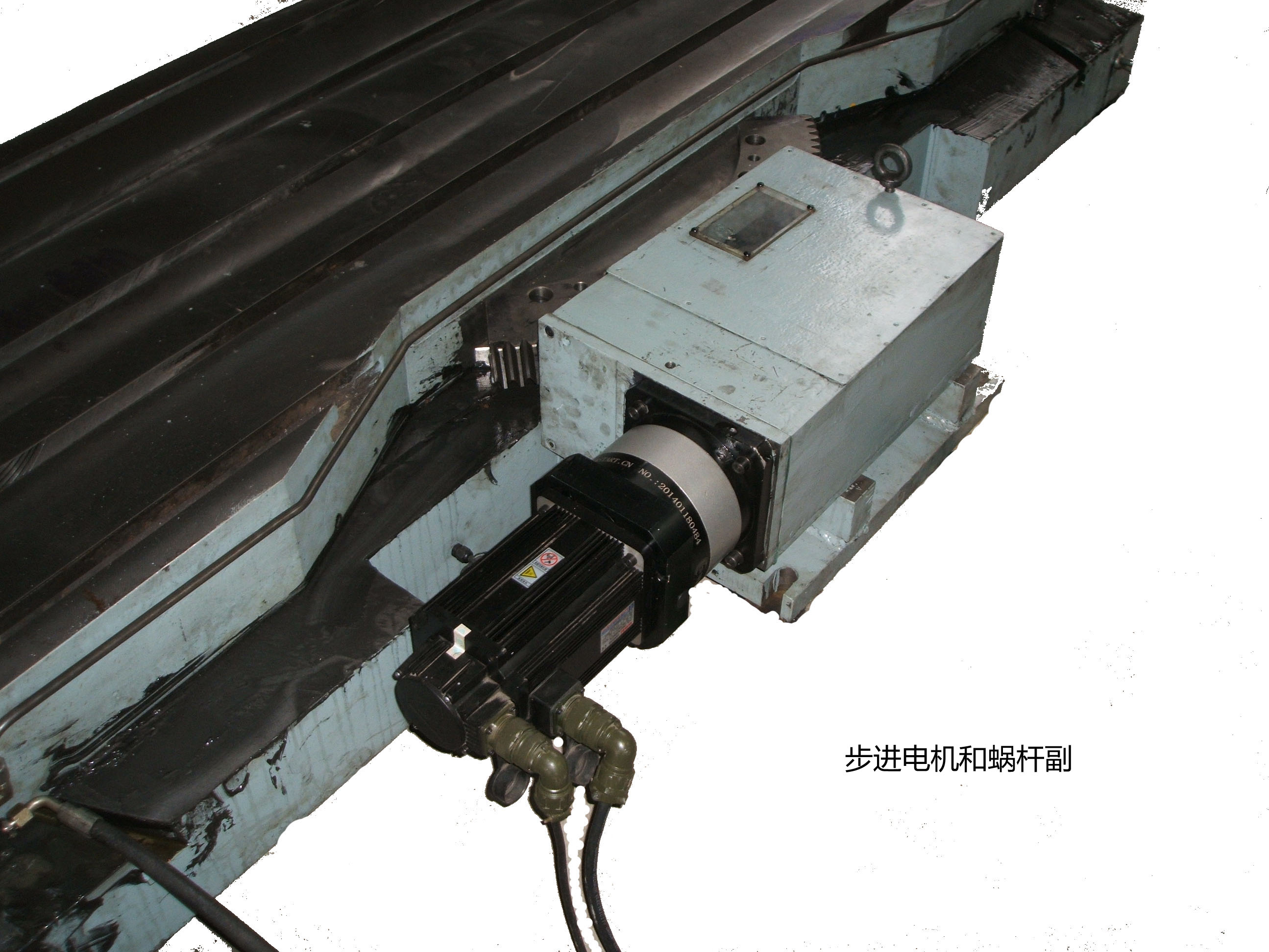
电气系统主要由PLC、步进电机驱动器、步进电机、液晶显示器、光电编码器、手持发讯装置和液压电气部分构成。整套系统通过支架固定在滑台上,系统工作时,手持发讯装置发送控制信号给PLC,PLC根据光电编码器给出的信号类型发送对应信号给步进电机驱动器,步进电机据此信号控制步进电机旋转,步进电机驱动蜗轮副装置,从而推动转台旋转,同时PLC控制油泵电机的启停,控制电磁阀通断以实现转台的锁紧。旋转精度在±0.01°内。

主要部件表:
名称 | 型号 | 规格 | 厂家 |
隔离变压器 | ABT7 | 100VA | 施耐德 |
PLC | CPU224XP | 141/10O | 西门子 |
液晶显示器 | TD400C | | 西门子 |
步进电机驱动器 | SRAC8 | 2A | 上海鸣志 |
步进电机 | 110BYG | 0.9/1.8,12.5N | 上海鸣志 |
开关电源 | MDR-100-24 | | 台湾明玮 |
光电编码器 | BCE94BK30 | 15位32768线 | 长春 |
动力线拖链 | | 10米 | |
三、装夹平台放松、锁紧,液控部分
主要零件及工艺表
名称 | 型号 | 规格 | 备注 |
液压动力单元(一台) | TDDL-07-02 | 380V 2.2KW 2.1ML/20MPA电磁阀中位P-T/24V 油箱10L,卧式安装 | 用支架将动力单元安装在滑台上 |
夹紧油缸(8件) | | 缸径90mm,夹紧力3.5-5吨,行程2mm | |
分油器、高压油管等 | | | |
液压站拆装部分应用快换接头。

操作指南
1、操作者先将液控阀打到放松,调整手持发讯装置,使角度显示到“0”度,然后将液控打到锁紧状态。
2、吊工件到装夹平台,调工件相对位置角度到“0”度,装夹装置锁紧。
3、将液控阀打到放松,调整手持发讯装置,使角度显示到加工第1角度,然后将液控阀打到锁紧状态。
4、加工第1角度,结束第1角度加工后重复3、4加工后面若干角度,直到整个工件一侧加工结束。


