
DNW-CNC系列焊网机简介 该型机是我公司在吸收国内外先进的机电控制电阻焊技术的基础上,融入方正独特的设计理念自行研制成功的一种自动焊网设备,我公司研制的此机具有以下特点: 1. 主体机架采用较厚钢板与型材焊接而成,使主体结构更为牢固、紧凑。 2. 所有的关键零部件全部采用合金材料并经过必要的高温热处理从而达到非常高的硬度。并且表面通过特殊的防腐处理,在防腐的同时保证了零部件顺畅的运行。 3. 焊接网格品种多样化,纵向网格人工调整,横向网格电脑调整,可设置多种不同的网格,给用户带来了灵活性和方便性。 4. 焊接采用了新型高效焊网变压器,电压调节范围宽,可分为八个级别,扩大了焊接丝径范围。 5. 为了适应用户主电力变压器的容量和减小电流冲击,焊接电子控制采用了一次焊接分控送电的方法,即在焊接同一排横丝时,将焊接变压器分开工作。 6、所有的电器与气动元件都采用国外知名品牌。
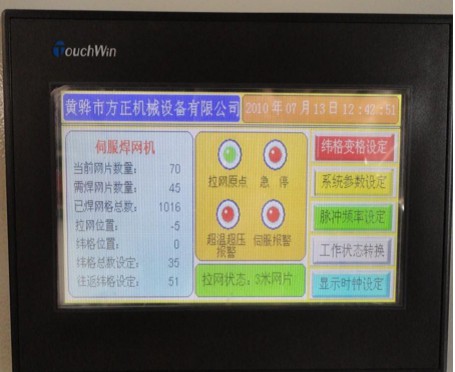
7、设备的每一个部分都装有自动检测和报警系统,当任何一个部分出现问题后机器都会自动停机并在主控制系统的人机对话界面上弹出相应的出错信息。
8、傻瓜式操作,无论什么文话背景的操作人员都可从容的操控它
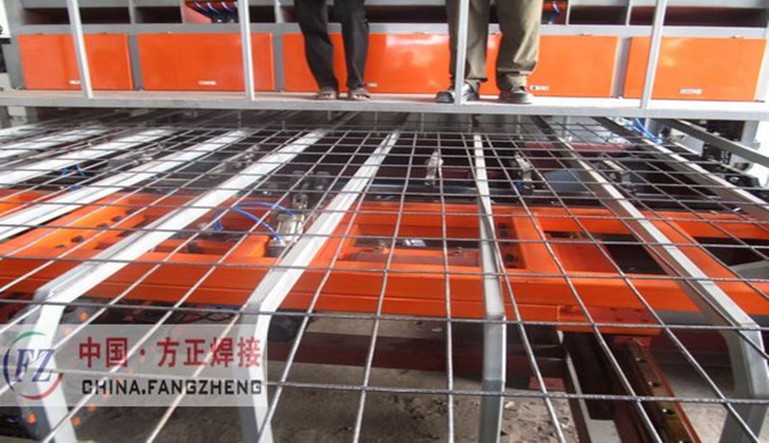
9、在保证钢丝网平整度上,本生产线采用独特的焊接工艺和精密的焊接控制系统加上具有独特外型的高质量的铜合金电极从而解决了钢丝网的平整度无法保证的难题。
|
焊接方式


1、设备采用高速倍力气缸下压焊接,总共20个焊接气缸,焊接压力均匀、使焊点更加牢固。
2、焊接电极头采用优质镐铬青铜材料制作,并采用水循环冷却方式,整体更加耐磨,导电性更好,使用寿命更长,降低用户生产成本,是作为电阻焊电极最好材质。
3、焊接储气装置配有空气过滤装置及油污过滤装置,可以大程度上提高设备气动元件的使用寿命。
4、增强设计的焊接变压器,整体为水循环冷却,可以满足高速连续焊接要求,保证长时间运转不发热 焊接效果优良。
|
私服控制系统

1、 设备的阻焊变压器都由微电脑控制,焊接电子控制采用了一次焊接分组送电的方法,即在焊接同一排横筋时,将焊接变压器分开工作,这样使焊接更牢靠,更稳定、更快捷、更加智能化;焊接飞溅小,减轻了焊点的烧伤度,防止了网片热变形。 2、 控制柜装有冷却装置,可以给整个控制柜带来一个很好的工作温度。
|
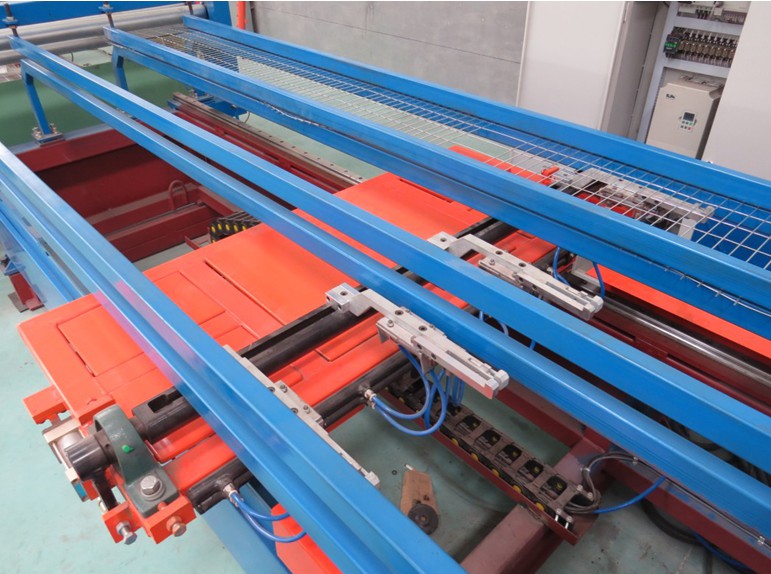
自动步进装置
横筋自动落料装

1、 横筋是预切直条料钢丝;整体分为钢丝储存仓与落料装置,首先在电机驱动下导料强磁鼓把储存仓里的钢筋送到落丝区域,经过检测后,伺服驱动的叼丝盘会把钢丝(一次一根)送到电极之间,进行焊接,一排横筋焊接完成后,纵筋步进一个网格,同时落下一根横筋,进行焊接,依次往复多次,一张成品网片完成 2、 该装置有检测装置,如遇未落丝,设备自动报警,等到人工调整后,可恢复生产,这样极大降低了设备故障及网片坏损率。 3、 相比其他形式落料,产品独特的落料结构设计,使卡丝率降到最低,并且称料量达到上百公斤,降低人工放丝频率。
|
定尺剪网机构

1、网片剪切长度可以根据用户需求任意设定,满足不同需求。
2、剪切最大宽度为2000mm,还可以根据用户需求可任意调整。
3、剪网能力12mm*20根.
4、剪网机配有网片压紧装置,可以实现在剪网时候,网片的固定工作,保证钢丝头不会弯曲。
|
自动码网装置

1、自动码网机构由落网翻板、网片牵引装置、/输送小车组成。
2、在焊接过程中,该装置上的牵引钩子夹紧网片,快速移动到落网翻板上,翻板在气缸作用下向下翻转,使网片落在输送小车上。
3、当网片叠起一定数量后,由输送小车把网片运出落网工位,具备计数功能。
4、工作范围:网片宽度2000mm ,网片长度6000mm,可以自动调整。
|
用户配套要求(用户自行解决)
1)使用环境条件
为了更好的发挥机器性能,厂房选址、设备布置时应注意以下要求:
1) 周围环境温度:5~40℃
2) 空气相对湿度:20℃最大90%、40℃最大50%;
3) 海拔应低于2000米;
4) 远离振动大的设备;
5) 周围空气中的灰尘、酸、腐蚀性气体或物质不超过正常含量;
6) 不可露天使用,须在专人值守厂房大门的工厂厂房内使用;
7) 远离强磁场的场所。
8)电力:交流电380V 50HZ 建议采用独立的250-600KVA变压器,距离设备≤50m 电缆采用180平方毫米铜线。 .
9)水:提供洁净中性的循环冷却水,进水温度夏天不大于40℃(参考冷却水池容积不小于2立方米),0.2≤压力≤0.3MPa
10)气:提供压力≥0.8MPa,制气量≥3.4m3/min的螺杆式空压机与压力≥0.8MPa,容量≥2m3/min储气罐,建议使用与其相配套的冷干机。
11、4-12钢筋调直截断机与冷轧带肋设备。
联系方式 15231752696 Q Q 2850521515





