销售代理纺丝级PLA、拉丝级PLA、完全降解塑料PLA聚乳酸、NatureWorks Ingeo 6252D
美国进口PLA 6252D Fiber Grade
纤维、拉丝级 高光泽,高透明,环保,降解塑料
应用包括:服装、短纤维、湿巾、土工布、吸水垫、衬垫、非织造布、家具、农具等。
PLA 6202D is a thermoplastic fiber-grade resin derived primarily from annually renewable resources. Available in pellet form, 6202D is designed for extrusion into mechanically drawn staple fibers using conventional fiber spinning and drawing equipment. PLA 6202D can be converted into a broad range of fiber products and is recommended for non-dyed fiber applications. Potential applications for PLA polymer 6202D include: Fiberfill; Non-wovens; Agricultural woven and nonwoven fabrics; Articles for household disposal。
特殊服务:打白包(无标识包装,保密)、分装(如每袋200克等)、多开发票(解决发票不够问题);有其他要求敬请提出
现货供应,试样2KG起订
长期代理各种PLA原料,注塑级,挤出级,食品级,耐热级,吹塑级,阻燃级,透明级等。
联系人:许先生
手机:15024155808(同微信)
工作QQ: 1151124976
邮箱:lovechina188@126.com
阿里旺旺:uplastic168
公司可开17%增值税,是正规一般纳税人公司!
柜货订购,保质保量,价格优惠,货源稳定.第一手货源,可提供材料的物性表,UL黄卡,SGS报告,MSDS,FDA等相关资料.
更多具体参数资料和技术数据,欢迎来电咨询!
我司提供各种塑料原料的技术参数、技术服务(性能用途等)、协助解决客户的技术问题;把一流的产品,一流的服务带给客户是我们的经营宗
旨,愿与各方宾客合作双赢,共创美好未来!欢迎联系洽谈。谢谢!
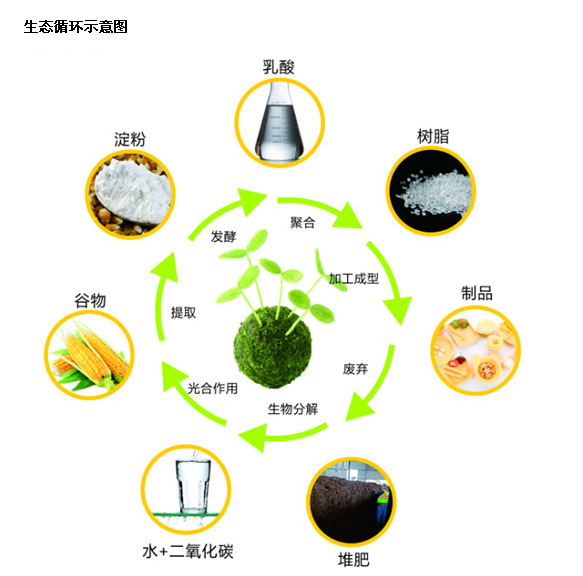
PLA聚乳酸是以乳酸为主要原料聚合得到的聚合物,原料来源充分而且可以再生。聚乳酸的生产过程无污染,而且产品可以生物降解,实现在自然界中的循环,因此是理想的绿色高分子材料。聚乳酸(PLA)是一种新型的生物降解材料,使用可再生的植物资源(如玉米)所提出的淀粉原料制成。淀粉原料经由发酵过程制成乳酸,再通过化学合成转换成聚乳酸。其具有良好的生物可降解性,使用后能被自然界中微生物完全降解,最终生成二氧化碳和水,不污染环境,这对保护环境非常有利,是公认的环境友好材料。
聚乳酸的热稳定性好,加工温度170~230℃,有好的抗溶剂性,可用多种方式进行加工,如挤压、纺丝、双轴拉伸,注射吹塑。由聚乳酸制成的产品除能生物降解外,生物相容性、光泽度、透明性、手感和耐热性好,聚乳酸(PLA)还具有一定的耐菌性、阻燃性和抗紫外性,因此用途十分广泛,可用作包装材料、纤维和非织造物等,目前主要用于服装(内衣、外衣)、产业(建筑、农业、林业、造纸)和医疗卫生等领域。
聚乳酸(PLA)以玉米、木薯等农作物为原料,经微生物发酵、提取制得乳酸,再经过精制、脱水低聚、高温裂解、聚合而成。PLA具有优异的生物降解性,废弃后一年内能被土壤中的微生物完全降解,生成CO2和水,对环境不产生污染。PLA本身属脂肪族聚酯,具有通用高分子材料的基本特性,有着良好的机械加工性能,收缩率低,能够胜任大多数合成塑料的用途,被广泛用于制作包装材料、一次性餐具、家电外壳、纤维、3D耗材等。其适合注塑、挤出加工的产品包括透明和非透明的餐具、文具、玩具、园艺用品及户外休闲用品等等。
注塑成型详细信息:
一、模具的要求:
1,模具的冷却效果要求要好,必须配备冷水机。如200g的注射成型机,配备2千瓦的冷水机。(或采用温度低于25℃的地下水)
2,薄壁制品的模具的注射速度相对较快,厚壁制品的模具的注射速度相对较慢;制品厚度最好不超过6mm,且模具的型芯、型腔或前后模板、滑动块都需要通水加以冷却,模具温度需控制在20~30℃。
3,不同的产品对模具的要求是不同的,特别是浇口部位。制品厚度在3-5mm范围,注射行程又较短的,可用点浇口,浇口直径D在1.0-1.5mm之间;如果是薄壁制品,厚度在1mm以内的,建议使用直浇口,浇口直径D>3.0mm,或使用热流道进行注塑,此时浇口直径可控制在0.8-1.0mm。
4,模具其它参数要求,分型面的尺寸精度要小求于0.02mm;注塑深度较大的容器类产品,脱模斜度一般需求是外表面不小于1.5度,内表面不小于3.0度。
二、干燥:
PLA在出厂时已经进行过结晶干燥处理,结晶后的树脂最高耐热温度110℃,水份含量小于200ppm,并存放在充有氮气的铝箔袋中,外加盒子或袋子保护。使用前需保持包装的密封,使用后需迅速密封未使用的物料,否则将出现吸潮现象,吸潮后的树脂在注塑过程中可能会出现材料流动性变大、加工出的制品变脆、制品表面出现银纹、模具抛光面出现白色物质等现象。若物料在空气中暴露时间超过1小时,需重新干燥才能使用。若物料在空气中暴露时间小于1小时,可以直接使用,但在空气湿度较大的环境中不排除吸水的可能。
重新干燥时,禁止使用未经除湿的热空气(使用无除湿机的干燥设备,不但不能达到干燥效果,反而会加速PLA的吸水),必须使用经过除湿干燥的空气,以保证加入料斗的PLA树脂在干燥过程中不吸潮。在使用普通烘箱时,必须配备除湿设备对鼓入烘箱的空气进行除湿干燥,建议使用的设备为信易牌SD-H系列蜂巢转轮除湿设备,或有着相同效果的其他类型除湿设备。
注意:注塑加工时,如模具的的注塑克重较小,建议在物料配色时,25公斤/包的树脂不要一次性全部使用。可先称取一半,另外的马上使用热封口装置做密封处理,目的是使物料尽量短的时间曝露在空气中。如果注塑厂家有除湿设备,建议在注塑过程中使用,阻止物料在加工过程中吸潮,则以上问题可以忽略。
三、PLA树脂与其他通用树脂不同,需遵从下面特殊处理方式
1.使用低粘度聚苯乙烯或聚丙烯清洗注塑机,将温度保持在稳定状态下。
2.确保加料斗内的空气湿度是露点-40℃以下,且要避免灰尘污染。
3.在以上的条件下,将PLA树脂倒入注塑机中。
4.调节设备温度至PLA树脂的加工温度。
5.关机的时候,使用低粘度的聚苯乙烯或聚丙烯清洁机器。
注意事项:
在成型过程中,作短时间(一般是半个小时以内)停机时,将料斗底部的挡板封上;再将料筒内的剩料排空,以防喂料喉堵塞。确认要重新开始生产时,方可打开挡板加入物料。
如果在加工过程中出现物料变色、降解现象时,应立即采取措施,排空料筒储料,观察物料的状态,看是否恢复正常。如正常可继续生产;如不正常,则要做相应的调整。
四、再生料回收处理
PLA再生料可以回收利用,需要注意的是再生料因为没有经过结晶处理,最高耐热温度只有58℃。回收料可以通过以下两种方式进行处理,重新干燥后可与新料以任意比例混合使用。