
产品实拍图
钛金涂层(金色)
产品详细介绍
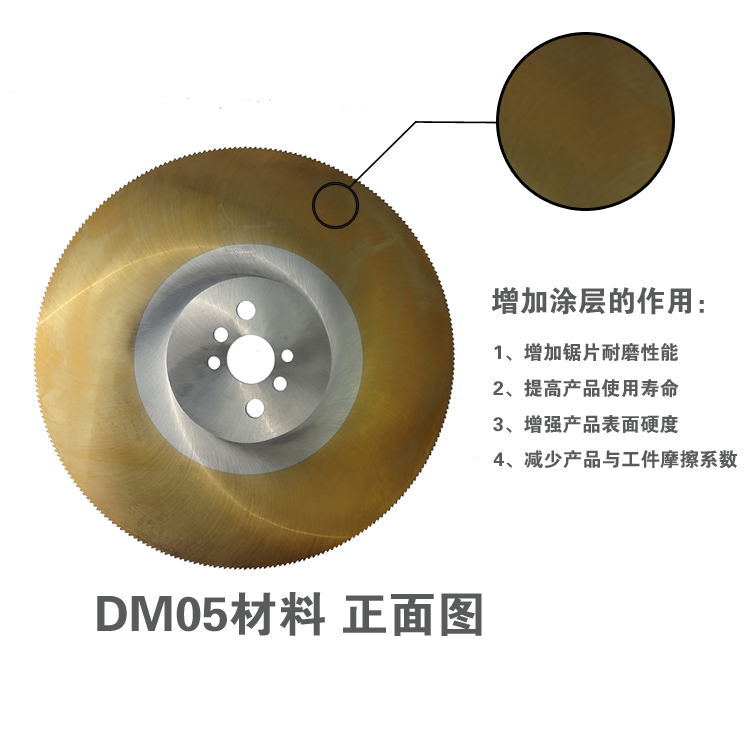
经过特殊PVD镀层处理后的锯片,表面呈金色,其表面硬度达2400HV,较蒸气处理锯片提高近3倍,适用于在半自动或全自动金属圆锯机上快速锯切无缝钢管、铁管、棒材等,速度比蒸气处理锯片提高一倍,有效降低了切割成本.同时,在锯切不锈钢管时,也能得到比较满意的切断效果.
技术参数
涂层厚度:约3-5微米
表面硬度:约2200-2400HV
氧化温度:600℃
摩擦系数:0.55
材料:HSS-DM05
技术支持
为使锯片发挥其最佳性能,大鸥工具提醒您:必须严格按照规范使用:
1、不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,尽量按其所对应的场合使用;
2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。特别对夹板与锯片接触面影响夹紧力造成位移打滑的因素必须排除;
3、随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;
4、修磨锯片不得改变其原来角度,避免刀头局部骤热骤冷,最好请专业修磨
5、暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。
高速钢锯片常见问题处理方法
常见问题 | 产生原因 | 解决方法 |
切口有毛剌 | 齿形、齿数不正确 | 重新磨齿,要根据被切材料选择合适的齿形齿数 |
锯齿不够锋利或断齿 | 重新研磨锯片 |
锯切有异声 | 被切材料夹的不紧 | 检查机器夹具 |
锯齿上附有切屑 | 停机清理,检查切削齿数是否适用 |
锯齿已钝或断齿 | 重新研磨锯片 |
锯切材料不垂直及长短不一致 | 送料架碰撞及晃动定位不准,机台组装时没有校正好 | 经常检查料架的状况及定位尺,把机台水平校正好 |
使用受压变形的锯片 | 锯片受压会变形,因此要竖起摆好,避免受压 |
所切的材料变形不标准 | 选择好的材料 |
进刀速度过快及齿数不正确 | 根据材料和壁厚选择合适的齿数和下刀速度 |
锯片爆裂或断齿 | 锯片没锁紧 | 检查法兰,将螺丝锁紧 |
被切材料没夹紧 | 检查机器夹具 |
锯片进刀速度不稳定 | 如使用手动切管机下刀进给速度一定要均匀 |
锯片转速或进刀速度太快、咬入太多过载 | 韧性越强、硬度越高、截面越大的材料要选用锯片转速和进刀速度越慢,锯片不易爆而且耐切 |
锯齿不锋利 | 锯齿太钝使切削负 荷加大,或使被切材料松动旋转会撕裂锯片,所以要重新研磨锯片 |
锯片齿型不正确, 齿数不当 | 根据实际选择不同的齿型及齿数,不可一种齿型或齿数的锯片包切任何材料 |
切削油没有或不足 | 检查机器 |
被切材料异形或太长易晃动 | 对异形材要做专用 夹具,送料架和接料架要固定水平 |
管材焊缝不匀或含有杂质 | 选择好的材料 |

