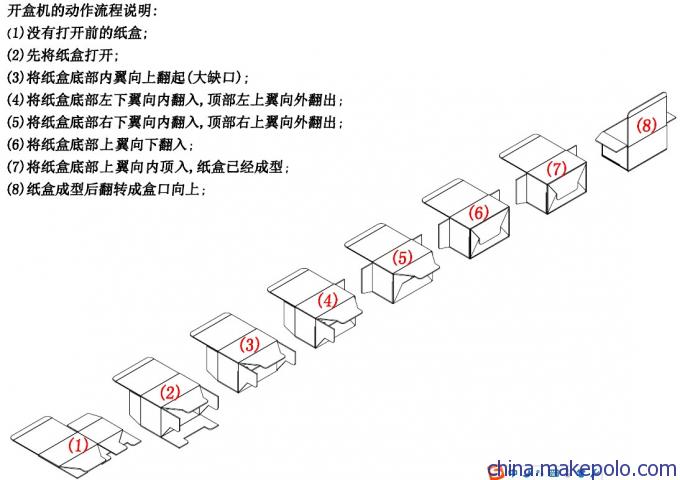
本设备可实现自动下料,开盒,关盒,黏胶等。
随着各生产领域劳动率的提高、生产成本的降低等要求的提出,产品生产已经离不开自动装盒机的运用。以我公司普通速度的自动装盒机为例:
1.实现自动化生产,大大降低企业的生产成本,提高市场竞争力,单台装盒机八小时生产力约为3-5万盒,单机操作人数为2人,按此计算每台装盒机可省人工为10-15人。
2.人工装盒,易污染、易出差错。车间多一人,更是多一个污染源。人工装盒有时会漏装说明书或内容物,而设备可避免此类问题。
3.便于车间的管理,提高企业生产力,从企业管理角度上来讲,管理人——难,管理设备——易。自动化程度越高,企业效率就越高,设备是按照管理者的程序操作,便于控制。
4.稳定速度:≥90盒/分钟
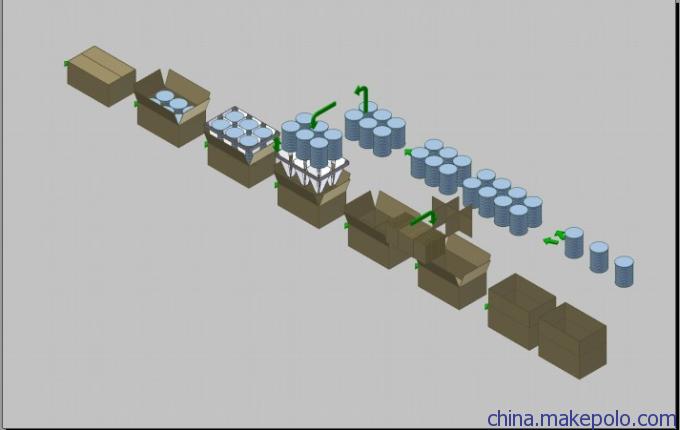
本机是由一系列精密的齿轮传动和精密辊子链传动模仿人手的动作来自动完成纸盒吸取、纸盒打开、附属品的吸取和折叠、被包装物的传送、装盒及打印生产批号、纸盒封口等工序,动作复杂,协调一致性好。
装盒机技术参数
1)机械尺寸:约L4800* W2000* H2500mm
2)装盒方式:一袋/盒
3)包装速度:80盒/分
4)纸盒尺寸:1、L180*W135*H65m㎡
(一)半自动装盒方法
由操作工人配合装合机来完成装盒过程。用手工将产品装入盒中,其余工序,如取盒坯、打印、撑开、封底封盖等都由机器来完成;有的产品需要装入说明书,如药品和化学用品等也用手工放入。
半自动装盒机的结构比较简单,但装盒种类和尺寸可以变化多,改变品种对调整机器所需的时间短,很适合多品种中小批量产品的装盒,而且移动方便,有时还装有转轮,可以从一条生产线很方便地转移到另一条生产线。生产率一般为30~50盒/min,随产品而异。
有的半自动装盒机,用来装一组产品,如小装茶叶、咖啡、汤料和调味品等,每盒可装10~50包。装盒速度与制袋充填机配合,相对的讲,每装一盒的时间较长。因此,机器的运转方式为间歇方式,装盒机自动将小袋产品放入盒中并计数,装满后自动转位。放置空盒,取下满盒和封盖的工序则由操作工人进行。一般生产率为50~70袋/min(每次装一小袋)或100~140小袋/min(每次装2小袋)。
半自动装盒机,大部分用手工装产品,所以装盒方式多为直立式,便于充填。
半自动装盒工艺过程示意图如图2-9-4所示。盒坯由制盒厂加工供应。纸板经过模切、粘结侧缝后压扁制成盒坯。盒坯由操作工人按时装入盒坯贮存架内,然后机器中的特制机构自动由贮存架内取盒坯,每次取出一个盒坯,再将其撑开成筒状,继续前进封底(底盖片插入或涂胶粘结),接着用手工将产品装盒(需要时可选装说明书)再前进封上口,装盒完成。如果需要打印标记、代码等可在盒坯取出后撑开前进行。
(二)全自动装盒方法
除了向盒坯贮存架内放置盒坯外,其余工序均由机器完成,全自动装盒机的生产率很高,一般为50~600盒/min。超高速的可达1000盒/min。但机器结构复杂,操作维修技术要求高,设备投资也大。产品变换种类和尺寸范围受到限制。在这方面不如半自动装盒机灵活,因此,适合于单一品种产品的大批量装盒。如牙膏、香皂、药片等。
全自动装盒过程中,产品由机器自动装入盒内,故一般均采用横向装盒方式,即产品推入的方向与运盒输送带运动方向互相垂直,且在同一水平面之内,无论与装瓶机或装饮管机连接时,产品在装盒之前均处于平放位置,如果在充填机输出时为直立位置,则在产品输送带的上方适当位置放置导板,将产品逐渐翻倒成水平位置后再装盒,对于成组装盒的产品,多数也以横向装盒为宜。但对于自由流动的粉末、颗粒和块状产品,如精制大米、糖果、皂片、洗涤剂等;对于金属零件,如螺钉、螺母等,需要计数或计量。这种情况则应采用铅垂方向装盒方式,盒在输送带上处于直立位置,当运行到料件下方时,产品按时落下,装入盒内。
新发展起来的多件装盒方法,除采用上述的横向装盒方式外,还有将盒坯片(侧面不粘结)平放在输送带上,然后将堆积起来的多件产品推到盒坯片上,接着依次折叠成盒,然后粘结侧边、封底封口,像裹包方式一样,所以也称裹包式(或折叠式)装盒法。
多件装盒不论采用什么方式,因为机器需要将多件相同的产品先堆叠成组,尽管堆叠速度很快,但装盒速度仍然较慢,这类装盒机的生产率一般为5~50盒/min。
四、装盒方法、制盒与装盒设备选用
装盒方法,盒与盒坯供应以及装盒设备之间关系密切,选用时必须统盘考虑。一般应注意以下几种因素:
(一)盒与盒坯供应
盒与盒坯尽量委托制盒厂生产。制盒厂的印刷、装饰和制盒设备齐全,专业化生产,成本低质量高,品种多样化。可节省本厂的设备投资。当产品种类和尺寸变化时,也不存在更换制盒设备问题。只有在本地区或附近无制盒厂时才考虑设立制盒车间。
(二)装盒方法
盒的种类和形式是根据产品的性质,市场销售情况和有关技术经济要求而确定,装盒方法的选择,要根据盒和产品的特点,以及装盒机的性能而定。
(三)装盒机的生产能力和自动化程度
装盒机的装盒方式要根据装盒方法来确定;装盒机的生产能力和自动化程度,则根据产品生产批量、生产率及品种变换的频繁程度来确定。首先要与产品生产设备的平时生产率相匹配,同时又要考虑到产品高峰生产期能否保证完成装盒要求。自动化程度并非越高越好,而是要恰当,既符合操作维修人员的技术水平,又要达到最佳经济效益。此外,在订购设备时,还要考虑到本厂产品装盒的某些工序所需要的附属装置能否与主机配套。