'
卫生纸的起皱刮刀是决定卫生纸起皱皱纹的关键部件,更换刀片浪费时间、产生损纸和断头的增加是卫生纸厂最为头疼的事情。本公司自行研制开发的自动循环磨削移动刮刀机械填补了国内生产卫生纸不断纸的一项空白。它的优点是纸机工作时自动化程度高,正常使用情况下刀片可以连续使用4个月不换刀片。节约烘缸工作换刀片的时间。降低了损纸回抄的数量,节约碎浆步骤、达到降低能耗。做到一个纸辊只有一个头的理想效果,为下道工序的分切提供了良好的保障,同时给企业带来巨大的经济效益。
按照2小时更换一次刀片,起皱率为25%时,各机型节约损纸比对表
|
序号 |
幅宽mm |
每次换刀时间min |
卷纸车速m/min |
卷纸定量
g/m2 |
日节约
损纸/kg |
月节约
损纸/kg |
4个月节约损纸/kg |
备注 |
|
1 |
1575 |
1.5 |
135 |
15 |
57.4 |
1722 |
6888 |
|
|
2 |
1880 |
1.5 |
135 |
15 |
68.5 |
2055 |
8220 |
|
|
3 |
2400 |
1.5 |
135 |
15 |
87.5 |
2625 |
10500 |
|
|
4 |
2700 |
1.5 |
135 |
15 |
98.4 |
2952 |
11808 |
|
|
5 |
2900 |
1.5 |
135 |
15 |
105.7 |
3171 |
12685 |
|
|
6 |
3500 |
1.5 |
135 |
15 |
127.5 |
3826 |
15310 |
|
自动循环磨削移动刮刀机械是由电控装置、收卷装置、放卷装置、左磨刀砂轮、右磨刀砂轮、左计数装置、右计数装置组成。其工作原理是将一整盘刀片(100米)缠绕到收放卷的滚筒上,利用ABB变频器、控制收放卷,使刀片每时每刻具有稳定的恒张力,收卷装置的控制是速度控制、放卷装置是转矩控制,收卷装置随着收卷的直径增大、自动调整运行速度、以保持稳定的线速度。放卷装置总是根据恒张力随时变换运行速度,始终保证刀片绷紧。当放卷达到一定圈数时(根据刀片长度、通过触摸屏自己设定),计数装置给电控系统信号,放卷砂轮自动抬起,3-5秒后(通过触摸屏自己设定),收放卷主电机停止运转。达到设定自动换向时间(通过触摸屏自己设定、一般设为5-8秒),原放卷主电机开始启动变成速度控制进行收卷,原收卷主电机开始启动变成转矩控制进行放卷,运行3-5秒后原收卷砂轮自动落下,开始工作。周而复始循环工作,满足使用要求。
电控箱正面图, 在电控箱箱门安装有触摸屏、电源指示灯,工作方式
在电控箱箱门安装有触摸屏、电源指示灯,工作方式
指示灯,变频器报警指示灯,左右循环点动按钮,左右循环联动按钮,左右汽缸升降按钮,工作方式选择按钮和急停按钮。

1:此模式主要用来单独调试左右收放卷机构或维修之用。
2:按变频器操作面板上的LOC/REM键,将变频器的操作模式转换为本地操作模式(此模式操作完毕请转换回远程操作模式REM)。
3:在操作面板左上侧显示LOC字样为本地控制模式,然后按绿色START键启动变频器(在触摸屏参数设置界面事先设置好线速度值)。
4:变频器启动后请观察旋转方向,如果方向不对请按红色停止按钮STOP键停止变频器。
5:按方向转换键转换方向,观察变频器左上侧方向图标,然后在启动变频器进行操作,操作完毕按停止钮即可。
主画面触摸屏的操作说明
点动工作操作模式的操作方法
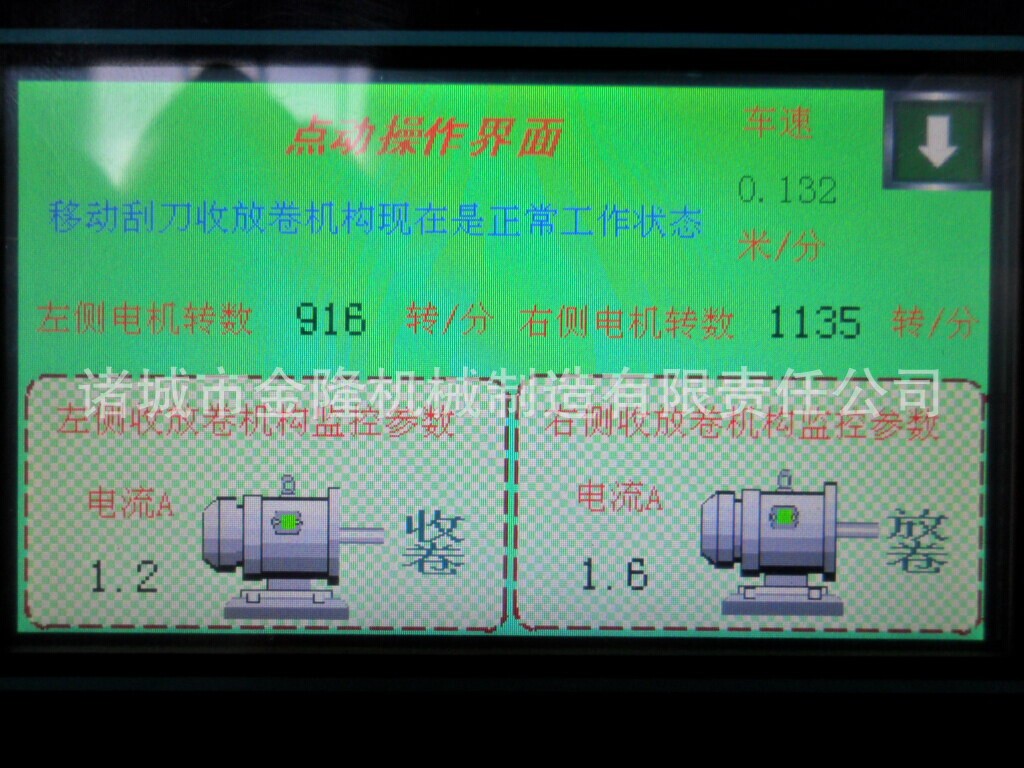
在此画面有车速、左右电机转速、左右电机工作电流、收放卷状态及整个机械工作是否正常等显示。
操作方法如下:
1:在触摸屏参数设置界面事先设置好线速度值。
2:当按左点动启停按钮,机械工作方式是左侧为收卷右侧为放卷,松开按钮机械即可停止。
3:当按右点动启停按钮,机械工作方式是左侧为放卷右侧为收卷,松开按钮机械即可停止,
4:按带向下箭头按钮即可进入参数设置界面。
联动工作操作模式的操作方法
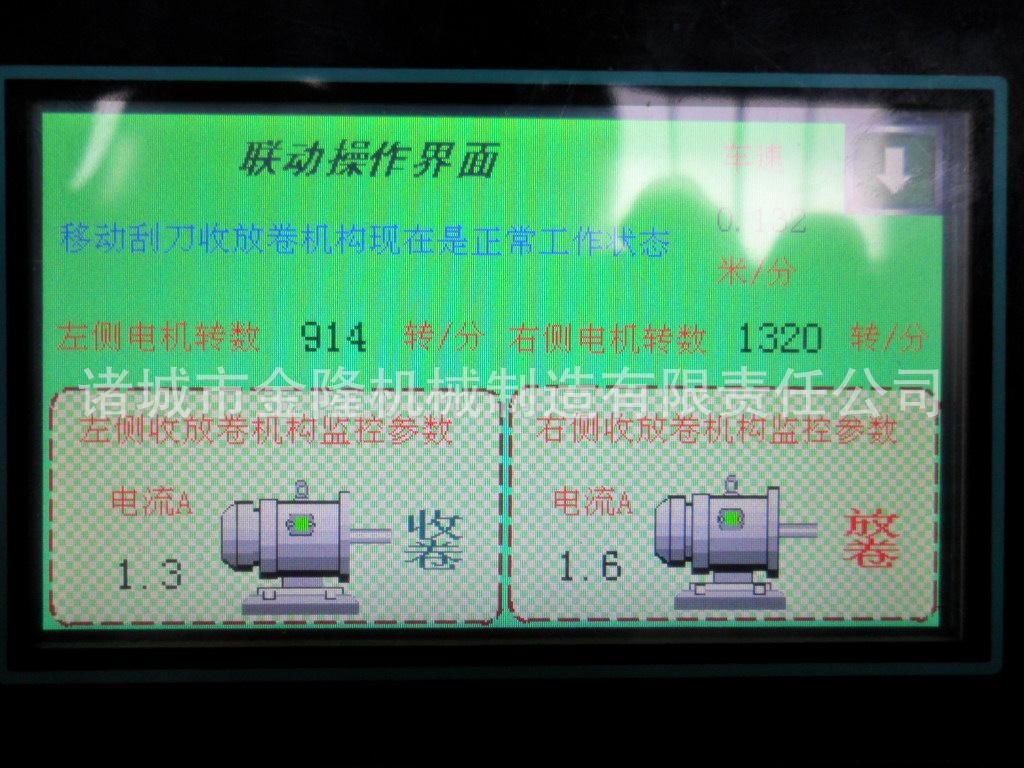
在此画面有车速、左右电机转速、左右电机工作电流、收放卷状态及整个机械工作是否正常等显示。
操作方法如下:
1:在触摸屏参数设置界面事先设置好线速度、收卷计数、换向时间值,才能启停左右变频器。
2:当按左联动启停按钮,机械工作方式是左侧为收卷右侧为放卷,刀片向左方向以设置的线速度值进行移动,同时右侧砂轮电机启动,升降汽缸下降磨削刀片,当达到设定的收卷计数值机械停止,当达到设定的换向时间时,机械自动启动换向。
3:当按右联动启停按钮,机械工作方式是左侧为放卷右侧为收卷,刀片向右以设置的线速度值进行移动,同时左侧砂轮电机启动,升降汽缸下降磨削刀片,当达到设定的收卷计数值机械停止,当达到设定的换向时间时,机械自动启动换向。
4:当需要停止或遇到紧急情况时,按急停钮即可。
5:按带向下箭头按钮即可进入参数设置界面。
参数设置界面的操作方法
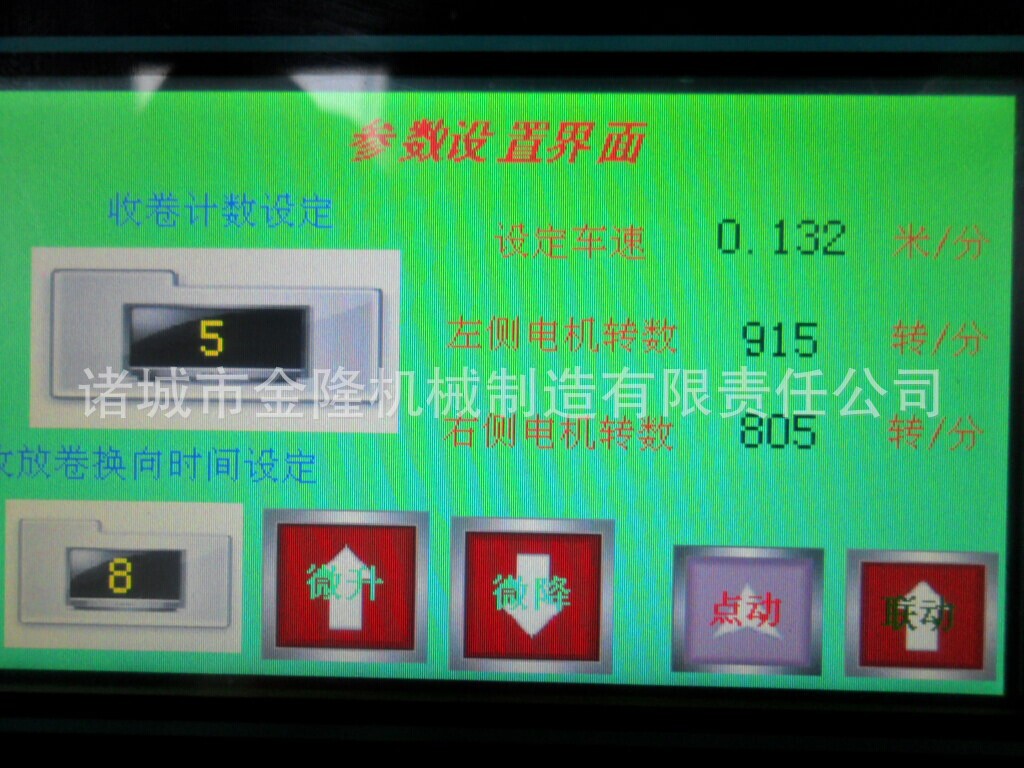
在此画面有车速、左右电机转速的显示。
1:收卷计数设定,此设定值为收卷圈数的设定,例如:左侧为收卷、右侧为放卷的工作模式时,设定此值的目的是左侧收卷到最大直径,右侧放卷时为最小直径但不能全部放掉,留5-10圈即可。
2:收放卷换向时间设定,此设定值为左右收放卷方向转换后变频器在启动的设定。目的是让变频器完全停止后在启动。
3:按微升、微降按钮即可对车速进行调节。
4:按点动按钮即可返回点动界面。
5:按联动按钮即可返回点动界面。
'






