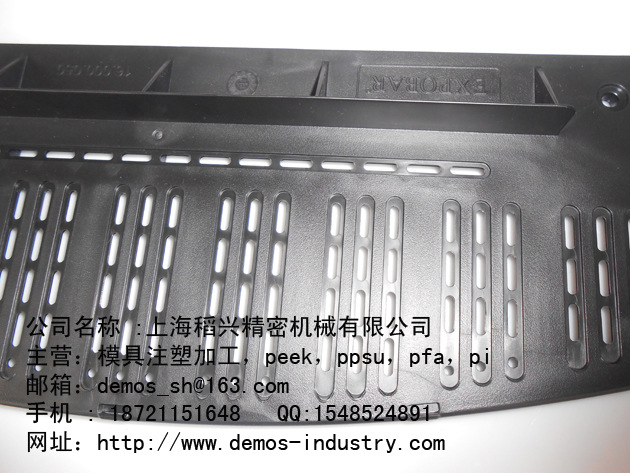
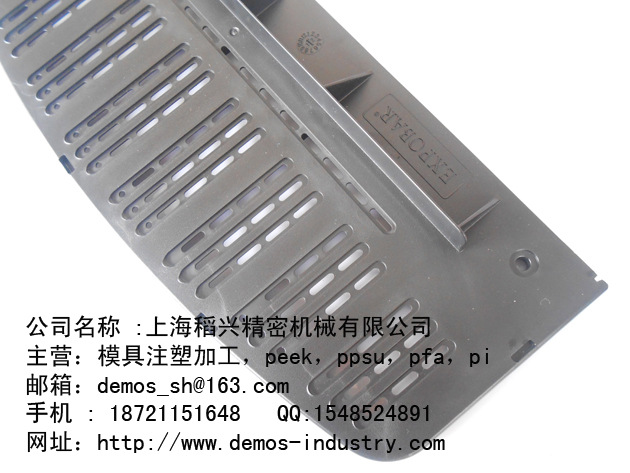
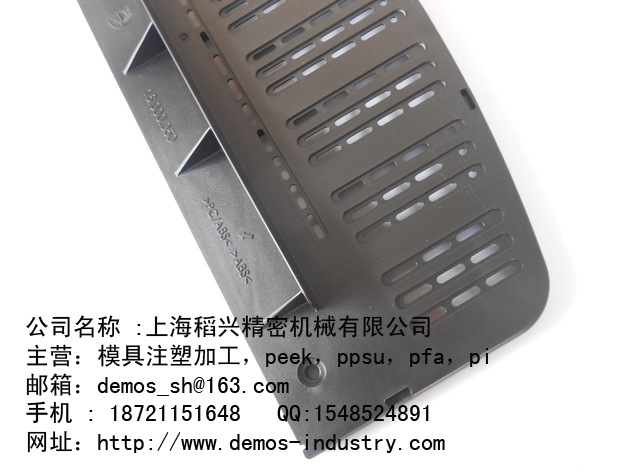
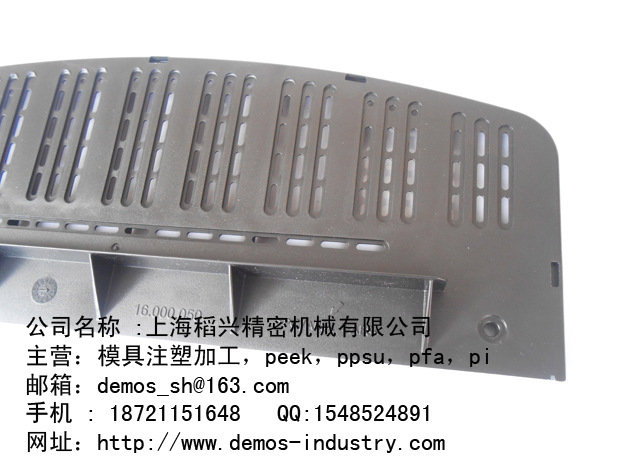
耐热abs接水盘网格板模具注塑加工
上海茂俊模塑科技有限公司成立于2003年,从成立之初我们就致力于PEEK、PPS、PEI、PFA、PPSU、阻燃ABS、PP、PVC、PS、POM、亚克力等各种塑料模具设计制造加工,精密机械零件非标定制,空气净化器滤网加工。
我们的业务涵盖了各行各业,包括电子产品、玩具、汽车、礼品等等。我们的特种塑料PEEK、PPS、PEI、PFA、PPSU主要面对航空、航天、半导体、油田、石油化工、汽车、机械制造等领域,我们的热塑性弹性体以及特种弹性体在汽车、家电、医疗器械、建筑等等领域也有着广泛的应用。在食品领域我们涉及到乳品、饮料、烘焙等领域。未来我们将把更多精力放在功能性食品领域,为国人的健康尽自己的力量。
我们从成立之初的几人发展到现在的上百人的团队,我们凝聚着一批热爱模具注塑加工,善于琢磨技术和市场的年青人,我们未来仍将不断的吸引并欢迎志同道合的有志青年的加入。我们也不断的提供学习锻炼的机会,让我们的同事实现自己的事业理想。
我们不追求大,但是我们希望我们对这个社会能有越来越多的价值!
耐热abs接水盘网格板模具注塑加工
本实用新型涉及一种放在置物架底部承装废水的接水盘。它包括接水盘盘体,盘体设有排水口,所述排水口下方设有导流槽,导流槽与盘体之间转动配合。本实用新型结构设计简单合理,导流槽可实现自动排水,导流槽在安装运输时可藏于接水槽底部或从接水盘上拆下,不影响包装体积,而且导流槽、及导流槽与接水盘的连接处也易清洗,干净卫生。
本实用新型公开了一种结构更加简单,能够减少水盘积水的新型空调器风柜接水盘,它包括盘体,盘体向内凹陷形成接水的内腔,盘体的内壁覆盖有保温层,位于盘体底部的保温层的中间向下凹陷形成用于排水的凹槽,凹槽的底部设有纵向排水孔,排水孔与排水管相通,盘体底部保温层的上表面由外向内呈倾斜设置,上表面的最低位置位于凹槽内,这样接水盘内的积水在重力的作用下,自动流入到凹槽的排水孔,再由排水管排出。保温层采用一次成型发泡保温材料制成,其化学成分为为聚氨酯,这样可以保证冷凝水不会侵透保温层,另外,保温层与盘体之间增加一层绝热保温棉,这样可以防止盘体与保温层之间的热传递,避免出现“冷桥”现象。
冰箱接水盘的形状和结构特点 ,设计了零件的冲压成形工艺 ,运用板料成形有限元软件对其中的拉伸和翻边工艺进行数值模拟 ,得到成形过程中工件各部位的厚度分布和成形极限图 ,分析了在不同工艺条件下可能产生的缺陷及其原因 ,并确定其初始毛坯和中间毛坯的合理形状 ,有效地保证了成形工艺的可靠性
冰箱外挂接水盘,其特征是设置外挂式接水盘,在冰箱壳体底板上挂接一对“L”形道轨,接水盘与该道轨插入式连接,位于接水盘正上方的冰箱壳体底板上,开设有出水孔,出水孔贯穿冰箱发泡层及冰箱内胆通向冰箱内腔,出水孔的入水口位于冰箱内胆底部的低凹处。本实用新型结构简单紧凑,接水盘清理更为方便。
1、冰箱外挂接水盘,其特征是设置外挂式接水盘(1),在冰箱壳体底板(2)上挂接 一对“L”形导轨(3),所述接水盘(1)与该导轨(3)插入式连接,位于接水盘(1)正 上方的冰箱壳体底板(2)上,开设有出水孔(4),所述出水孔(4)贯穿冰箱发泡层及冰 箱内胆(5)通向冰箱内腔,出水孔(4)的入水口位于冰箱内胆(5)底部的低凹处。
耐热abs接水盘网格板模具注塑加工
注塑模具有哪些功能性特征
注塑模具内的温度各点不均匀,也和注射周期中的时间点有关。模温机的作用就是保持温度恒定在2min和2max之间,也就是说防止温度差在生产过程或间隙上下波动。以下的几种控制方法适用于控制模具的温度:控制流体温度是最常用的方法,且控制精度可以满足大多数情况要求。使用这种控制方法,显示在控制器的温度和模具温度并不一致;模具的温度波动相当大,因为影响模具的热因素没有直接测量和补偿这些因素包括注射周期的改变,注射速度,熔化温度和室温。其次就是模具温度的直接控制。该方法是在模具内部装温度传感器,这在模具温度控制精度要求比较高的情况下才会采用。模具温度控制的主要特点包括:控制器设定的温度与模具温度一致;影响模具的热因素可以直接测量和补偿。通常情况下,模具温度的稳定性比通过控制流体温度更好。此外,模具温度控制在生产过程控制中的重复性较好。第三是联合控制。联合控制是上述方法的综合,它能同时控制流体和模具的温度。在联合控制中,温度传感器在模具中的位置极其重要,放置温度传感器时,必须考虑形状、结构及冷却通道的位置。另外,温度传感器应被放置在对注塑件质量起决定性作用的地方。连接一个或多个模温机到注塑机控制器上有很多途径。从操作性、可靠性和抗干扰考虑最好使用数字接口。
注塑模具的热平衡控制注塑机和模具的热传导是生产注塑件的关键。模具内部,由塑料(如热塑性塑料)带来的热量通过热辐射传递给材料和模具的钢材,通过对流传递给导热流体。另外,热量通过热辐射被传递到大气和模架。被导热流体吸收的热量由模温机来带走。模具的热平衡可以被描述为:P=Pm-Ps。式中P为模温机带走的热量;Pm为塑料引入的热量;Ps为模具散发到大气的热量。 控制模具温度的目的和模具温度对注塑件的影响注塑工艺中,控制模具温度的主要目的一是将模具加热到工作温度,二是保持模具温度恒定在工作温度。以上两点做的成功的话,可以把循环时间最优化,进而保证注塑件稳定的高质量。模具温度会影响表面质量,流动性,收缩率,注塑周期以及变形等几方面。模具温度过高或不足对不同的材料会带来不同的影响。对热塑性塑料而言,模具温度高一点通常会改善表面质量和流动性,但会延长冷却时间和注塑周期。模具温度低一点会降低在模具内的收缩,但会增加脱模后注塑件的收缩率。而对热固性塑料来说,高一点的模具温度通常会减少循环时间,且时间由零件冷却所需时间决定。此外,在塑胶的加工中,高一点的模具温度还会减少塑化时间,减少循环次数。
上海稻兴精密机械有限公司
地址 : 上海市松江工业区松胜路738号
电话 : 021-67627662
邮箱:demos_sh@163.com
手机 : 18721151648
QQ:1548524891
网址:
阿里巴巴网站: