
1.概要
Hei-Cast 8263是具有ABS材质,具有以往真空浇注用聚氨酯树脂材料所没有的阻燃特性。
2.基本特性
项 目 | 数 值 | 备 注 | |
外观 | A 液 | 淡黄色透明 | 聚多元醇 |
B 液 | 淡黄色透明 | 酸甲酯 | |
成 品 颜 色 |
| 白色不透明 | 标准色浅茶色 |
黏度 (mPa・s,25℃) | A 液 | 1000 | BM型黏度计 |
B 液 | 160 | ||
比重 (25℃) | A 液 | 1.30 | 比重杯 |
B 液 | 1.19 | 标准比重计 | |
混合比 | A:B | 100 : 150 | 重量比 |
操作时间 | 25℃ | 4分50秒 | 樹脂100g |
5分 | 樹脂300g | ||
35℃ | 3分 | 樹脂100g | |
成品比重 |
| 1.30 | JIS K-7112 |
3.基本物理性质
项 目 | 数 值 | 备 注 | |
硬度 | Shore D | 83 | Wallace社硬度计 |
拉伸强度 | MPa | 68 | JIS K-7113 |
伸度 | % | 15 | |
弯曲强度 | MPa | 93 | JIS K-7171 |
弯曲弹性率 | MPa | 2200 | |
冲击强度 | kJ/m2 | 10 | JIS K-7110 Izod V Notch |
收缩率 | % | 0.3 | 公司内标准 |
负荷弯曲温度 | ℃ | 80 | JIS K-7207(1.80 MPa) |
线膨胀系数 | /℃ | 8×10-5 | JIS K-6911 |
阻燃性 | UL94 | V-0认定品 |
|
脱 模 时 间 |
| 60分 | 型温60℃以上 |
注)固化条件:模温60℃ 60℃×60分+25℃×24小时
以上数值为实验室所测定的代表值,并非规格值。由于制品物性会因形状以及成型条件有所不同。务请充分确认后使用。
4.真空浇注方法
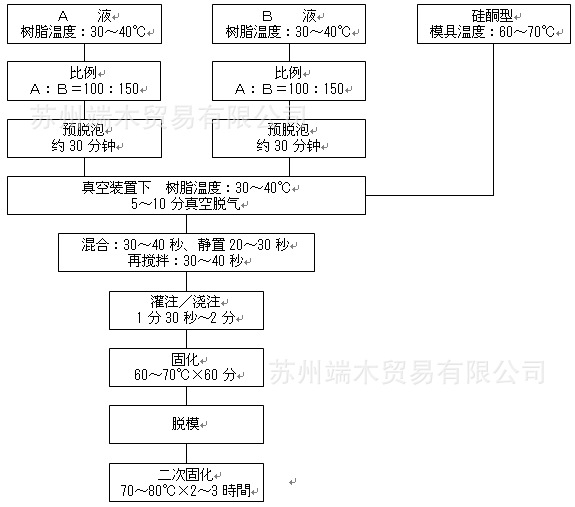
(1) 预脱泡
分别将A、B二液在真空机中进行30分钟以上的真空脱泡处理。
用多少处理多少。
推荐将树脂加热至40-50℃后进行预脱泡。
(2) 树脂温度
A、B二液均调整到30-40℃。
液温高时操作时间变短,液温低时操作时间变长。液温过低时,会造成固化不完全,引起物理性能不良。
(3) 模具温度
请预先将硅橡胶模具加热至60-70℃。
模温过低时,会造成固化不完全,引起物理性能不良。
另外,模具温度对试制件的尺寸精度有影响,故请严格控制。
(4) 浇注
按照可以使A液倒入B液去的位置放置二容器。。
作业室抽到真空后,,不时的搅拌B液使之脱泡5-10分钟。
将A液倒入B液中,搅拌30-40秒后,迅速浇入硅橡胶模具中。
请在自混合开始起的1分30秒-2分之内进行恢复大气压的操作。
(5) 固化条件
在60-70℃的恒温烤箱中进行60分钟固化后即可开模。
必要时请在70-80℃的恒温烤箱中进行2-3小时的二次固化。
5.真空注型流程图
6.注意事项
(1) B液中含有1%以上的二异氰基二苯甲烷,作业场所必须装有排气装置,并注意充分换气。
(2) 请避免皮肤直接接触到本品,如果不小心沾到手等部位,请迅速用肥皂洗净并用大量的水冲洗。若不及时处理会使皮肤发生出疹等现象。
(3) 万一溅到眼睛里,请用自来水冲洗15分钟以上后,尽快去医院诊治。
(4) 请设置排气管以保证真空机的排气被排到室外。
7.危险物分类
A液 日本消防法 危险品第四类 第四石油类
B液 日本消防法 危险品第四类 第四石油类
8.包装
A液 1kg白铁皮罐
B液 1kg白铁皮罐
'