联系电话18833406265
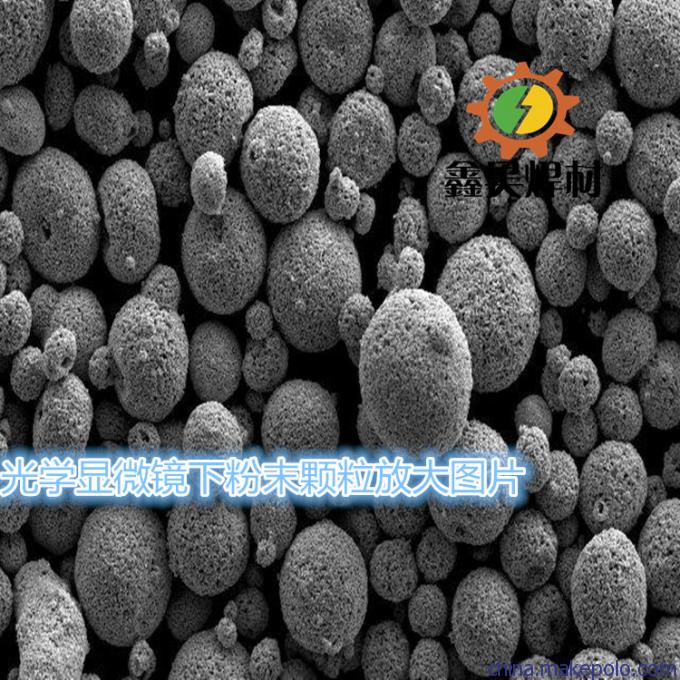
Ni25A 是较低硬度镍硼硅合金粉末。自熔性、润湿性和喷焊性均好,喷涂层耐蚀、耐磨、耐冲击,有较好的抗高温氧化性,特别是机械加工性能很好。适用于氧—乙炔火焰喷焊工艺,主要用于铸铁、钢、合金钢零部件和玻璃模具的修复。可作钎焊材料。
粉末化学成份( Wt% )
C | Cr | Si | B | Fe | Ni |
< 0.1 | < 0.5 | 2.5 - 3.5 | 1.3 - 1.6 | < 6.0 | 余量 |
粉末熔化温度 : 1000 — 1100 ℃
喷焊层硬度 : HRC22 — 28
注意事项 : 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,
采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理
( 120 ℃ ,保温 1 小时)。
Ni25B镍铬硼硅合金粉末耐蚀耐磨耐冲击Ni25B镍铬硼硅合金粉末
商品描述:
Ni25B 是较低硬度镍铬硼硅合金粉末。自熔性、润湿性和喷焊性均很好,喷焊层耐蚀、耐磨、耐冲击,有较好的抗高温氧化性能,机械加工性能很好,是在 Ni 25A 的基础上开发的产品。适用于氧—乙炔火焰喷焊工艺,是根据玻璃模具特点而开发主要用于玻璃模具的修复和预喷处理用的喷焊合金粉末。硬度高于 Ni20B 。
粉末化学成份( Wt% )
C | Cr | Si | B | Fe | Ni |
< 0.1 | 2.0 - 5.0 | 2.5 - 3.5 | 1.2 - 1.6 | < 15.0 | 余量 |
粉末熔化温度 : 1000 — 1100 ℃
喷焊层硬度 : HRC22 — 28
注意事项 : 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,
采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理
( 120 ℃ ,保温 1 小时)。
玻璃模具修复Ni25B镍铬硼硅合金粉末
商品描述:
Ni25B 是较低硬度镍铬硼硅合金粉末。自熔性、润湿性和喷焊性均很好,喷焊层耐蚀、耐磨、耐冲击,有较好的抗高温氧化性能,机械加工性能很好,是在 Ni 25A 的基础上开发的产品。适用于氧—乙炔火焰喷焊工艺,是根据玻璃模具特点而开发主要用于玻璃模具的修复和预喷处理用的喷焊合金粉末。硬度高于 Ni20B 。
粉末化学成份( Wt% )
C | Cr | Si | B | Fe | Ni |
< 0.1 | 2.0 - 5.0 | 2.5 - 3.5 | 1.2 - 1.6 | < 15.0 | 余量 |
粉末熔化温度 : 1000 — 1100 ℃
喷焊层硬度 : HRC22 — 28
注意事项 : 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,
采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理
( 120 ℃ ,保温 1 小时)。
Ni22AA镍基合金粉末润湿性镍基合金粉末
商品描述:
Ni22AA 是具有较低硬度的镍基合金粉末。特点是熔点低,润湿性和喷焊性能优良。在大面积的表面实施一、二步法喷焊工艺均可,喷焊层耐蚀、耐磨,抗高温氧化,机械加工性能较好。适用于氧—乙炔喷焊工艺,主要用于铸铁、玻璃模具的内腔抗氧化处理和其他金属零部件的强化和修复。可作钎焊材料。
粉末化学成份( Wt% )
C | Cr | Si | B | Fe | Ni |
< 0.1 | < 0.5 | 2.2 -2.8 | 0.9-1.5 | < 0.1 | 余量 |
粉末熔化温度 : 850 — 950 ℃
喷焊层硬度 : HRC18 — 24
注意事项 : 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,
采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理
( 120 ℃ ,保温 1 小时)。
铸铁镍基合金粉末玻璃模具内腔抗氧化镍基合金粉末
商品描述:
Ni22AA 是具有较低硬度的镍基合金粉末。特点是熔点低,润湿性和喷焊性能优良。在大面积的表面实施一、二步法喷焊工艺均可,喷焊层耐蚀、耐磨,抗高温氧化,机械加工性能较好。适用于氧—乙炔喷焊工艺,主要用于铸铁、玻璃模具的内腔抗氧化处理和其他金属零部件的强化和修复。可作钎焊材料。
粉末化学成份( Wt% )
C | Cr | Si | B | Fe | Ni |
< 0.1 | < 0.5 | 2.2 -2.8 | 0.9-1.5 | < 0.1 | 余量 |
粉末熔化温度 : 850 — 950 ℃
喷焊层硬度 : HRC18 — 24
注意事项 : 1. 请严格按氧—乙炔火焰喷焊工艺的要求施焊。
2. 采用中小型喷枪时,宜选用 -150 目的粉末,
采用大型喷焊枪时宜选用 -150/+320 目的粉末。
3. 合金粉如有吸潮现象,使用前应进行干燥处理
( 120 ℃ ,保温 1 小时)。
热喷涂应用行业及部件 | |||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||
、