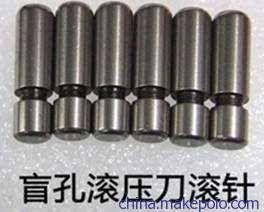
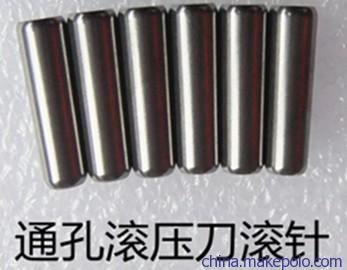
滚压刀滚针分为通孔/盲孔两种类型。材质为高速钢,硬度60度。


产品的性能特点
1、精度高:产品表面预留滚压量后,用镜面滚压工具一次精压就可以使产品表面粗糙度从Ra6.3um左右降底到Ra0.2-0.05um之间,唯有铸铁在Ra0.4-0.2um之间;具有机械微调装置,偏差控制准确(0.005mm以内),批量生产尺寸一致。通孔、盲孔、锥孔、外锥面、孔端面、阶梯轴都可以加工。每支调整范围0.5mm。
2、性能增:加工面经滚压后,摩擦系数减小,消除早起磨损,耐磨性得到提高;密度增大,耐腐蚀性增强,提高密封性;硬度可提高40HV,耐疲劳强度增加了30%。有效减少了常见的跑、冒、滴、漏现象。
3、效率高:一次加工速度是绗磨的20倍。大大缩短加工时间。(例:Φ100+0.03×300孔,1.5分钟内就可加工完,Φ30+0.02×40孔,10秒钟就可加工完成)。
4、成本低:本工具价格实惠,是同类国外产品的1/10;本工具体积小,操作简便,可长期使用,维修费用低,只是转动部位磨损,严重后只要更换部份配件即可,相当于购置了一台设备。
5、使用广:可以在车、镗、钻、铣、加工中心或数控机床刀架上使用。一定程度上取代并优于磨、珩磨、研磨、精铰、精镗、精车等传统工艺。省时、省力、省费用。
6、应用广:广泛应用于航空、汽车、摩托车、液压气动、机电等行业。
7、环保型:无废料产生。
■ 操作方法:
1、把轧头安装在机床尾座上,轧头不转动,工件转动。或把轧头安装在主轴上,轧头转动,工件不转。轧头通过工件一次即可将工件加工成镜面。
2、微调:握住轧头铝筒向后拉动并旋转,可微调轧头直径,每小格0.0025mm。
3、轧头与工件必须在同一轴线,使轧头顺时针或工件逆时针旋转。
4、轧头或工件继续旋转,轧头退出会自动缩径,不会损伤加工表面。
■ 注意事项:
1、工件表面硬度小于HRC40。
2、为了提高轧头寿命,滚轧时要有足够的冷却液,而且要及时注油清洗,用后要妥善保存。
3、工件要有足够的壁厚,应超过孔径的15%。壁厚不足时应在减少壁厚前进行加工,或用一个型架支撑周边。
4、加工盲孔时,轧头接近孔底约1毫米左右无法加工。
5、预留滚轧量(供参考)为获得理想的滚轧余量。应根据工件本身的情况(主要是材质、硬度、轧前粗糙度等)有所选择,故批量生产前应试加工2-3件。
| 工件直径 | 5-14
| 15-24
| 25-44 | 45-85
| 86-200 | 201-300 |
滚压余量
| 0.007-0.02
| 0.01-0.025
| 0.015-0.03
| 0.02-0.035 | 0.03-0.06
| 0.05-0.08 |
6、滚压转速与进给量表格(供参考)。
工件直径(mm)
| 5-14
| 15-24
| 25-44
| 45-74
| 75-99
| 100-139
| 140-200
| 201-300
|
转速(r/min)
| 500-800
| 400-700
| 300-600
| 250-500 | 150-300 | 80-200
| 50-120
| 20-80
|
| 进给量(mm/r) | 0.1-0.4
| 0.2-0.6
| 0.3-1.0
| 0.5-1.5
| 0.6-1.8
| 0.8-2.5
| 1.2-3.0
| 1.5-3.5 |




