
关于个别同行对锦昌数控冲床恶意中伤,我司的严正声明,详情请点击此链接

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------![]()

![]()
产品参数
加工压力 | 加工板厚 | 最大连冲步距 | 最大加工重量 | 最大移动速度 | 换模速度 | 加工精度 | 工位数 | 安装面积 |
30吨 | 0.2mm-7mm | 90mm | 130公斤 | 50(m/min) | 0.5秒 | ≤0.1mm | 16(含压型模) | 5×6(米) |
产品配置
主电机、伺服电机及驱动终身包换,控制系统:四维工业用管理器,丝杆导轨:德国力士乐,气动离合:日本LOYO-OKI,传感器:台湾KFPS,继电器:日本和泉,交流接触器:西门子,显示屏:台湾鸿基工业级。
模具配置
| 工位数 | 小工位 | 中工位 | 大工位 | 自动压型工位 | 特大工位(多孔模) | 适用性 |
| 16 | 8 | 4 | 4 | 0 | 0 | 一般 |
| 15 | 6 | 4 | 4 | 1 | 0 | 强 |
| 14 | 4 | 4 | 4 | 2 | 0 | 一般 |
| 12 | 6 | 4 | 0 | 1 | 1 | 组合筛网 |
| 12 | 4 | 4 | 0 | 2 | 1 | 组合筛网 |
该数控冲床的最大特点是:耐操性强。耐操与耐用的区别在于,如果使用者经专门的培训并严格按照保养手册对数控冲床进行日常维护,使用2年以上数控冲床无维修,该数控冲床耐用性强。如果使用者没有培训、设备没有保养、甚至不规范操作,使用2年以上数控冲床无维修,该数控冲床耐操性强。事实上,我们10年前的数控冲床到现在客户仍在正常使用。10年里的所有数控冲床无一台大修。耐操性能对于偏远客户尤为重要。以下是我们的数控冲床几个技术特点:
一:模具(专利):

(新型数控冲床模具)
其特点是不同形状的模具整体固定安装在冲头上,冲压时整体下压。相对于转塔模具而言具有以下10个优点:1、绝对保证上下模的对中,不会出现上下模错位的问题,无需经常校正对中。2、由于模具整体平面下压,对加工板料的压持面积和总体压力远远大于转塔模具的单个平面下压,减少在“咬边”冲压瞬间由于侧压和震动而产生板料水平扯动对冲针造成的损害。3、由于是整体平面下压,单位面积的压力远小于转塔模具的单个下压,减少了对加工板料表面的压伤,使我们的数控冲床胜任加工软、脆材料及对板料表面有要求的材料,如木板;脆、软胶板;不同材质的夹心板、镜面板、花纹板等。4、还是由于大平面压持冲压,相对于转塔模具的单个的点冲压,作用面积大,板料冲压后产生的击打变形要远小于转塔模具,即板料冲压后的平整度优于转塔模具。独创的12工位音箱网组合模具(专利)能组合平整加工筛网、音箱网等(见图片及视频:“筛网一次性组合加工”)。
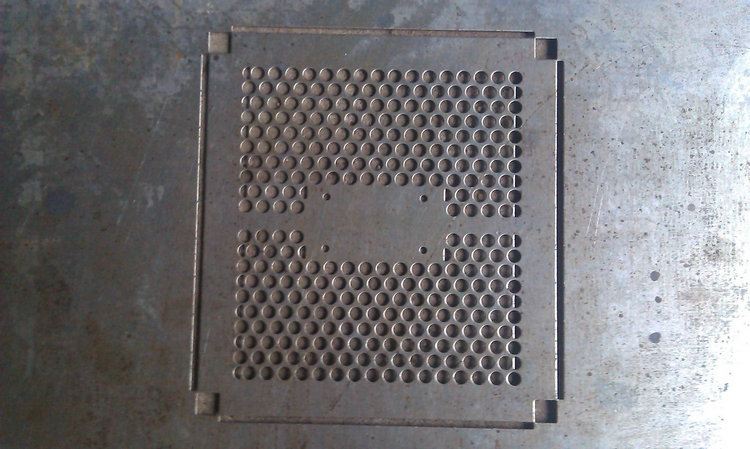
(筛网一次性组合加工)
5、针对数控冲床模具在高频率冲压时产生的磨损发热的问题我们独有的模具自动给油降温技术(专利),对模具及板料起到润滑、降温的作用,大大延长了模具的使用寿命,免除了在板材上手动喷油或冷却液的工序,对于冲压高温产生热熔性粉浆结块的材料尤为适用,如铝板、塑料板。该专利技术填补了冲床模具内部在30吨冲击下不能自动给油的技术空白,使我们真正做到:全机所有运动磨擦部件都能自动给油、无需人工维护。6、模具间隙适用板厚大,板材加工的厚度范围比转塔模具增加30%,加工板厚为7mm-0.2mm;毛刺减少30%,0.1mm以内;模具的耐用度提高300%,模具平均维护频率为200万个冲次以上,其价格却只有国产转塔模具的30%。7、噪音小,相对于转塔的击打式冲压,我们的下压式冲压噪音小40%,震动减少30%,大大降低了30吨冲压震动对设备产生的损害。8、模具拆装快速,人工拆装模具40秒内完成;转塔模具一般需要两分钟以上。9、独有的自动压型模(专利)使百叶窗、拉筋、拉伸孔、挂钩、敲落孔、沉头孔等拉伸加工都可以一次性完成。10、自动换模时间为0.5秒。
通过以上分析:在30吨的震动环境下,相对于转塔模具的:组合、移动、击打式冲压,我们的:整体、固定、下沉式冲压耐操性更强。(请比较“模具与夹钳的动作”加工视频与网上转塔数控冲床的加工视频)。
综上所述:该“新型冲床模具”具有上下模同轴度高,模具对中不受震动影响,模具经济耐用,可加工材料广泛多样,可加工板厚范围大,冲压后板材平整、毛刺小,无压痕,加工震动及噪音小,自动换模速度快,拆装模具快速,可一次性兼容拉伸压型冲压及筛网组合冲压等优点。
二:夹钳(专利):
背景:如何更好地消除冲压震动对机械结构的时效性破坏,一直是学术领域内研究的课题。优点:1、夹钳长度缩短一半,宽度增加一倍,整体也比一般的浮动夹钳大一倍。相对于其他数控冲床瘦长型夹钳臂(请与网上的数控冲床夹钳进行比较),我们这种夹钳臂“短、宽、粗”的设计能大大增加了夹钳在30吨的冲压震动环境下的坚固性、减少板料横向高速移动急停时产生的惯性摆动,提高了夹持板料的稳定性,保证了冲压的耐用性及加工精度。2、而该夹钳专利的核心技术是:能动态自动调节夹钳位置,保证在任何情况下夹钳在张开时与板料都不产生刮碰。避免了其他数控冲床由于夹钳恒高于板料而导致的板料滑落及轴向绕动,致使装板不到位和容易在冲压过程中板料脱落,以及自动换板时夹钳剐蹭板料产生的加工错位,相比一般的浮动夹钳,我们的浮动夹钳既减轻了工人板料装夹的劳动强度,又增加了板料的装夹精度,还增加了夹钳二次自动装夹时的定位精度。3、最重要的是,作为数控冲床非常重要的夹钳浮动功能,由于要长时间承受30吨的冲压震动,该夹钳浮动“短、宽、粗”设计更坚固耐用,至今无一个夹钳返修。4、一些厂家声称能将夹钳Y轴伸入冲压区域以减少加工盲区。其实这种频繁松开夹钳的加工方式不仅效率慢、精度差,更重要的是只要操作工人稍有不慎即会发生冲压爆炸工业事故,而所谓夹钳冲压保护只是在事故已经发生后紧急停机而已。因此,有经验的厂家绝不会以此为卖点。虽然我们也有无盲区加工的各种功能,而且具有事前预警保护,但是我们真正的优势在于夹钳在安全区域内的加工盲区小于20mm(专利)。
注:针对极少数厂家居然用没有浮动功能的固定式夹钳替代浮动夹钳,请广大客户千万小心,夹钳浮动功能是为了缓冲冲压时产生的震动以保证板料不会由于震动而脱落,更重要的是不会将冲压产生的震动传到床身导致床身变型断裂!因此,夹钳的浮动功能并不是可有可无的,而是必须的!(见视频“模具与夹钳的动作”观察浮动夹钳随着模具下压而上下浮动的过程。)
三:丝杆导轨的安装
相比于个别数控冲床的夹钳轴的两条导轨同一平面列装,极少数厂家甚至只装一条导轨。我们的夹钳轴的两条导轨是水平、垂直两个平面平行列装,全方位的对抗来自水平、垂直方向的冲击震动。配合浮动夹钳的浮动吸收震动功能及夹钳轴柔性设计(专利),从根本上解决了数控冲床剧烈震动对床身产生的时效累积破坏的问题。(见下图:“夹钳及导轨的安装”夹钳是固定在水平及垂直列装的两条导轨上的。)
小结,我们是通过:夹钳浮动消震功能----夹钳轴导轨两个不同平面列装----夹钳轴专利柔性防变型设计这三方面消除冲压时从板料经夹钳传导到床身的30吨震动以保护床身不因长时间累积震动而变形开裂。对于那些不能浮动的夹钳+单条导轨的简易型数控冲床,除了每次加工时板料容易变形脱落外,由于直接承受冲压产生巨大震动,在极短的时间内夹钳、导轨、床身必然会产生扭曲变形 。

(夹钳及导轨的安装)
四:冲床部分
首先,绝对不能用普通的冲床代替数控冲床,数控冲床特有的高频率连续、长时间冲压会在3年内将普通冲床报废掉。作为一个20年专业生产冲床的厂家,结合10年数控冲床的客户使用反馈,我们通过以下两点解决了冲床在长时间高频率冲压的耐用性问题:1:加大压力配置,以国家标准的40吨的冲床配置制造30吨的数控冲床,以解决开式冲床刚性不如闭环式冲床的问题。2:独有的结构及装配技术(专利)及之前提到的整机所有运动磨擦位置自动加油降温技术(专利),解决数控冲床连续、长时间冲压时的内部发热磨损问题,出厂测试时要求冲床在190冲次连续冲压10小时后,所有发热部分的温度必须低于60°。冲压部件11年无一例维修更换。
五:电气部分
所有电器元件皆采用实际使用3年以上无故障的国际知名品牌的原装电器元件(电器元件3年免费包换,伺服驱动部分终身免费保修)。且针对数控冲床特有的震动环境,所有必需安装在震动位置的电器元件都配备独立防震缓冲装置(专利)。
六:系统控制部分
硬件部分:工业级系统服务器。保证其在震动、高温、潮湿、灰尘的车间环境下、正常、稳定、长时间地工作(终身免费保修)。
软件部分:由于我们的结构与目前通用的转塔冲床有很多的不同。为了保证设备在机械、电气、系统三大部分100%契合。我们放弃市面上可以购买的数控系统,累计投入280万,历时12年750次的升级改良,自主研发出真正适合该类型的数控冲床控制系统(专利)。该专利系统具有3大特点:1:稳定性,包括超强的抗干扰能力,适应不同使用环境中的电磁、电压、气压、辐射等环境干扰;误操作或非法操作的自动纠错修正功能;重复命令的宏归集;带病毒或设备带病运行时的持续工作能力等。2:预判性:将错误动作的事后停机报警改变为事前停机预警,避免了事后停机对设备产生的不可逆破坏。3:简易性,经过12年的市场使用反馈,我们将数控加工中规律性,程序性的操作归集成计算机自动转化的程序,使用者无需死记硬背繁复的操作指令。并实现了“一键操作”的两级远程虚拟控制系统,从而达到实际操作人员无需专业培训直接上岗的目的,大大减轻了客户的用人及换人成本。下一步我们将逐步取消数控冲床上的人工操作界面。事实上,我们很多3年以内的客户只会cad制图(注:我们可以免费为客户提供cad制图培训),装板加工,其他的一概不知。
以上的3大特点的基础是:我们自主研发数控系统,掌握源代码,使我们具备根据使用者的反馈意见随时修改完善系统程序的能力(终身免费升级),在12年里我们不断发现问题加以改进(包括机械、电气部分的协同改进)。事实上,我们每一次客户维修都会有记录,事后分析总结并落实到现有设备的生产改进中。这种优势是那些外购系统的厂家是不可能具备的,个别厂家甚至连两轴联动这种最基本的功能都没有。外购甚至盗版市面上的系统程序不难,自主研发难,研发后经历12年的不断改进完善更难。目前我们的程序已经有750个不同时期、不同适应性的程序版本。可以说,这个自主研发的系统才是我们真正的核心技术。
由于整套数控冲床所有的构成都是我们研发生产,甚至我们对每一个零件的作用及加工要求都了然于胸,并在11年的市场使用中不断改进完善,使我们的数控冲床具有设备无需维护、人员无需培训、不规范操作仍能正常使用的耐操性特点。事实上我们10年前售出的第一台数控冲床以及7年前第一台出口到越南的数控冲床的到现在还在正常使用。
因此,我们敢给客户“两个月的免费试用、一年发生三次以上故障的可退货,一年40%的质保金,可分期付款。”这四个保障性的合同承诺。
相对于经常变更厂房地址、变更营业执照,随时准备“跑路”的螺丝刀厂家,我们凭着“以坚固耐用为核心,产品质量第一、产品成本第二”的经营理念,以我们自有产权的厂房和销售部、以我们21年不变的地址及营业执照,对我们21年来所有的客户负起应有的责任!只要不破产,客户都能在原来的地方找到我们!
警告:以上所有标注(专利)的零部件都是我们经过多年积累的研发成果。随着国家“科技兴国”的深入开展,对专利侵权的打击力度也越来越大,无论侵权产品的生产者还是使用者,一旦发现必将面临查封、罚款等法律后果!!!
'

