


产品参数
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 | |
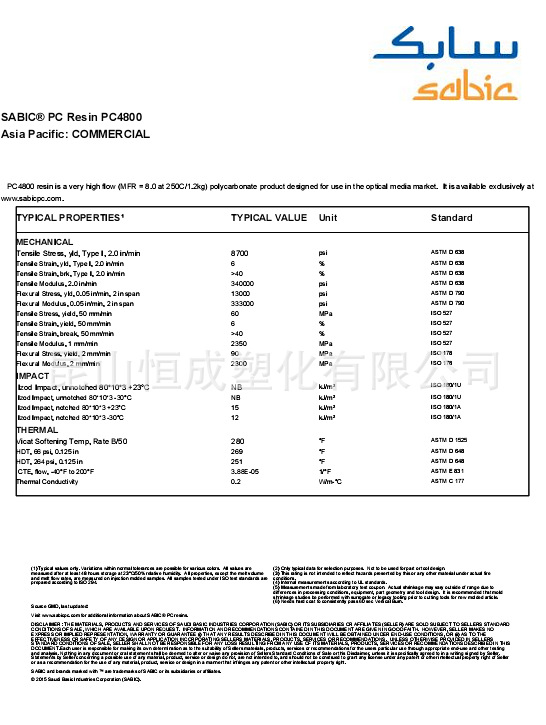
| 机械性能 | 弯曲应变 | 50毫米/分钟 | ASTM D 638 | 60 | MPa |
| 拉伸应变 | 50毫米/分钟 | ASTM D 638 | 6 | % | |
| 断裂延伸率 | 50毫米/分钟 | ASTM D 638 | >40 | % | |
| 拉伸模量 | 50毫米/分钟 | ASTM D 638 | 2350 | MPa | |
| 弯曲强度 | 1.3毫米/分钟,50毫米的寿命 | ASTM D 790 | 90 | MPa | |
| 弯曲模量 | 1.3毫米/分钟,50毫米的寿命 | ASTM D 790 | 2300 | MPa | |
| 拉伸应力 | 屈服,50毫米/分钟 | ISO 527 | 60 | MPa | |
| 拉伸应变 | 屈服 50毫米/分钟 | ISO 527 | 6 | % | |
| 拉伸应变 | 断裂 50毫米/分钟 | ISO 527 | >40 | % | |
| 拉伸模量 | 1毫米/分钟 | ISO 527 | 2350 | MPa | |
| 弯曲应力 | 屈服,2毫米/分钟 | ISO 178 | 90 | MPa | |
| 弯曲模量 | 2毫米/分钟 | ISO 178 | 2300 | MPa | |
| 艾佐德冲击 | 无缺口 80*10*3 +23℃ | ISO 180/1U | NB | kJ/m2; | |
| 艾佐德冲击 | 无缺口 80*10*3 -30℃ | ISO 180/1U | NB | kJ/m2; | |
| 艾佐德冲击 | 缺口 80*10*3 +23℃ | ISO 180/1A | 15 | kJ/m2; | |
| 艾佐德冲击 | 缺口 80*10*3 -30℃ | ISO 180/1A | 12 | kJ/m2; | |
| 热性能 | 维卡软化温度 速度 | B/50 | ASTM D 1525 | 138 | ℃ |
| 热变形温度 | 0.45MPa,3.2mm | ASTM D 648 | 132 | ℃ | |
| 热变形温度 | 1.82MPa,3.2mm | ASTM D 648 | 122 | ℃ | |
| 热膨胀系数 | 40°C to 95℃,流动方向 | ASTM E 831 | 7.E-05 | 1/℃ | |
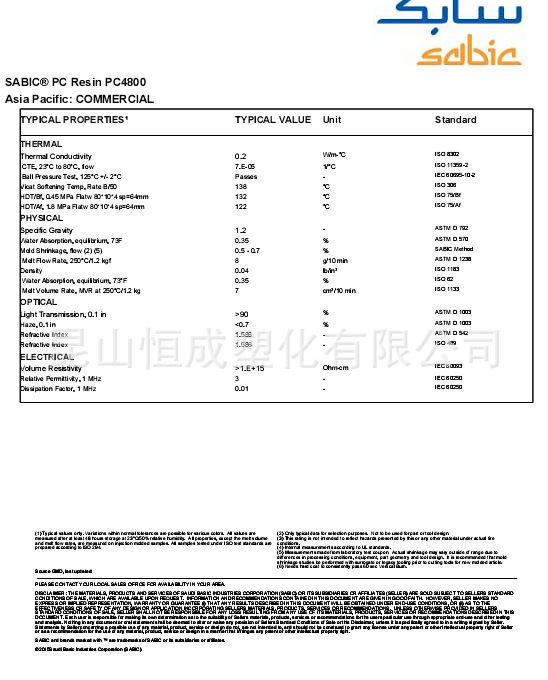
| 导热性 | ASTM C 177 | 0.2 | W/m-℃ | ||
| 导热性 | ISO 8302 | 0.2 | W/m-℃ | ||
| 热膨胀系数 | 23℃-80℃ 流动方向 | ISO 11359-2 | 7.E-05 | 1/℃ | |
| 球压测试 | 125℃+/-2℃ | IEC 60695-10-2 | passes | -- | |
| 维卡软化温度 速度 | B/50 | ISO 306 | 138 | ℃ | |
| 热变形温度 | 0.45 MPa Flatw 80*10*4 sp=64mm | ISO 75/Bf | 132 | ℃ | |
| 热变形温度 | 1.8 MPa Flatw 80*10*4 sp=64mm | ISO 75/Af | 122 | ℃ | |
| 比重 | ASTM D 792 | 1.2 | -- | ||
| 吸水率 | 平衡,23℃ | ASTM D570 | 0.35 | % | |
| 对拉伸成型收缩率 | 流动方向(2)(5) | SABIC Method | 0.5-0.7 | % | |
| 成型收缩率 | 流动方向 3.2mm(5) | SABIC Method | 0.5-0.7 | % | |
| 熔体流动速率 | 300℃/1.2kgf | ASTM D 1238 | 8 | g/10 min | |
| 密度 | ISO 1183 | 1.2 | g/cm3; | ||
| 吸水率 | 23℃/sat | ISO 62 | 0.35 | % | |
融化容积率 | MVR 300℃/1.2kg | ISO 1133 | 7 | cm3;/10 min | |
| 光学性能 | 光透射 | 2.54mm | ASTM D 1003 | >90 | % |
| 雾度 | 2.54mm | ASTM D 1003 | <0.7 | % | |
| 折射率 | ASTM D 542 | 1.586 | -- | ||
| 折光率 | ISO 489 | 1.586 | -- | ||
| 电气性能 | 体积电阻率 | ASTM D 257 | >1.E+15 | Ohm-cm | |
| 相对介电常数 | 1MHz | IEC 60250 | 3 | -- | |
| 损耗因数 | 1MHz | IEC 60250 | 0.01 | -- | |
PC塑料也叫做聚碳酸酯,英文名称:Polycarbonate
缩写为PC是一种无色透明的无定性热塑性材料。其名称来源於其内部的CO3基团。
化学性质聚碳酸酯耐酸,耐油。
聚碳酸酯不耐紫外光,不耐强硷。
物理性质聚碳酸酯无色透明,耐热,抗冲击,阻燃,在普通使用温度内都有良好的机械性能。同性能接近聚甲基丙烯酸甲酯相比,聚碳酸酯的耐冲击性能好,折射率高,加工性能好,不需要添加剂就具有UL94 V-0级阻燃性能。但是聚甲基丙烯酸甲酯相对聚碳酸酯价格较低,并可通过本体聚合的方法生产大型的器件。随着聚碳酸酯生产规模的日益扩大,聚碳酸酯同聚甲基丙烯酸甲酯之间的价格差异在日益缩小。
聚碳酸酯的耐磨性差。一些用于易磨损用途的聚碳酸酯器件需要对表面进行特殊处理。
PC塑胶原料注塑工艺
塑料的处理
PC塑胶原料的吸水率较大,加工前一定要预热干燥,纯PC干燥120℃,改性PC一般用110℃温度干燥4小时以上。干燥时间不能超过10小时。一般可用对空挤出法判断干燥是否足够。再生料的使用比例可达20%。在某些情况下,可100%的使用再生料,实际份量要视制品的品质要求而定。再生料不能同时混合不同的色母粒,否则会严重损坏成品的性质。
注塑机选用PC塑料制品由于成本及其它方面的原因,多用改性材料,特别是电工产品,还须增加防火性能,在阻燃的PC和其它塑料合金产品成型时,对注塑机塑化系统的要求是混合好、耐腐蚀,常规的塑化螺杆难以做到,在选购时,一定要预先说明。
模具及浇口设计常见模具温度为80-100℃,加玻纤为100-130℃,小型制品可用针形浇口,浇口深度应有最厚部位的70%,其它浇口有环形及长方形。浇口越大越好,以减低塑料被过度剪切而造成缺陷。排气孔的深度应小于0.03-0.06mm,流道尽量短而圆,脱模斜度一般为30′-1左右。
熔胶温度可用对空注射法来确定加工温度高低。一般PC塑料加工温度为270-320℃,有些改性或低分子量PC塑胶原料为230-270℃。
注射速度多见用偏快的注射速度成型,如打电器开关件。常见为慢速-快速成型。
背压10bar左右的背压,在没有气纹和混色情况下可适当降低。
滞留时间在高温下停留时间过长,物料会降质,放也CO2,变成黄色。勿用LDPE、POM、ABS或PA清理机筒。应用PS清理。
注意事项有的改性PC塑胶原料,由于回收次数太多(分子量降低)或各种成分混炼不均,易产生深褐色液体泡。
PC塑胶原料性能和用途PC塑胶原料它是一种新型的热塑性塑料,透明的度达90%,被誉为是透明金属。它刚硬而具有韧性,具有较高的冲击强度,高度的尺寸稳定性和范围很宽的使用温度、良好的电绝缘性能及耐热性和无毒性,可以通过注射、挤出成型。PC塑料的热性能优异,可在-100℃-130℃之间长期使用,脆化温度在-100℃以下。
虽然聚碳酸酯具有耐开裂和耐药品性较差,高温易水解,与其它树脂的相容性差,润滑性能不好,但是,可以通过加入其它的树脂或者无机填充剂进行改性,从而获得十分优异的性能。
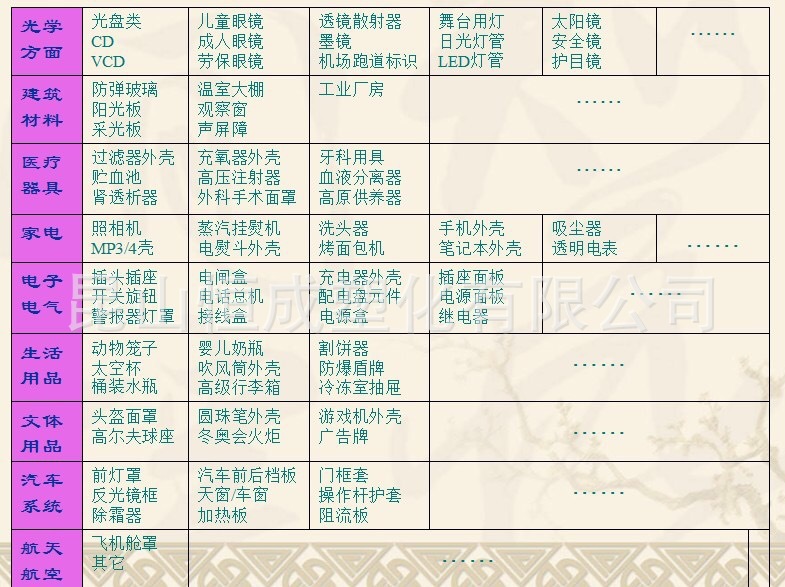
它们广泛运用于:
光学照明:用于制造大型灯罩、防护玻璃、光学仪器的左右目镜筒等,还可广泛用于飞机上的透明材料。
电子电器:聚碳酸酯是优良的E(120℃)级绝缘材料,用于制造绝缘接插件、线圈框架、管座、绝缘套管、电话机壳体及零件、矿灯的电池壳等。也可用于制作尺寸精度很高的零件,如光盘、电话、电子计算机、视频录象机、电话交换器、信号继电器等通讯器材。聚碳酸酯薄摸还被广泛用作电容器、绝缘皮包、录音带、彩色录象磁带等。
机械设备:用于制造各种齿轮、齿条、蜗轮、蜗杆、轴承、凸轮、螺栓、杠杆、曲轴、棘轮,也可作一些机械部件护罩、罩盖和框架等零件。
医疗器材:可作医疗用途的杯、筒、瓶以及牙科器械、药品容器和手术器械,甚至还可用作人工肾、人工肺等人工脏器。
其它方面:建筑上用作中空筋双壁板、暖房玻璃等;在纺织行业用作纺织纱管、纺织机轴瓦等;日用方面作奶瓶、餐具、玩具和模型等.
PC沙伯基础 应用实例











