
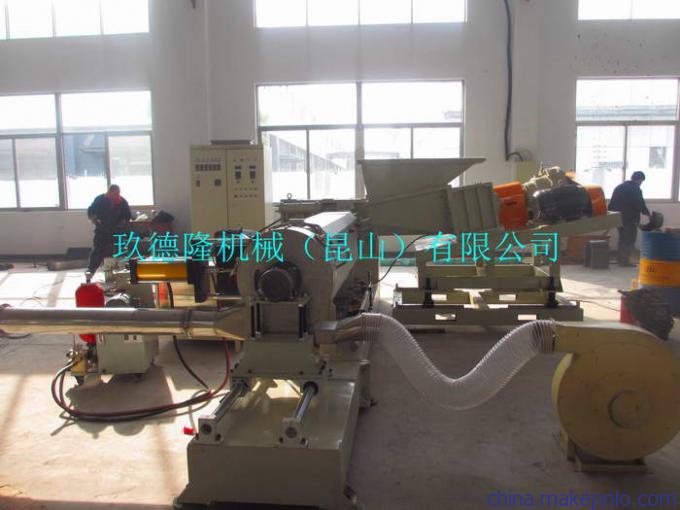
生产设备:单螺杆密炼造粒生产线
加工物料:PE+85-90%碳酸钙
产 能:800-1000kg/h(取决于客户的配方、工艺、生产条件)
碳酸钙母料造粒机介绍编辑生产设备:单螺杆密炼造粒生产线
加工物料:PE+85-90%碳酸钙
产 能:800-1000kg/h(取决于客户的配方、工艺、生产条件)

Ⅰ、机器颜色:主机为灰色;电柜为电脑色;护罩为黄色
Ⅱ、造粒工艺:110L密炼机——自动提升机——锥双喂料机——150单螺杆挤出机——液压板式自动换网——风冷模面热切造粒辅机——三级旋风分离器——风冷振动筛(2.5m) ——风吹料仓一套
| |||||||||||||||||
/
| |||||||||||||||||||||||||||||||||||||||||||||||||||||


(一)110L加压式捏炼机:一台
项目 | 内 容 | 规 格 | 备 注 |
1. | 混合容量(公升) | 110L | |
2. | 主动电机 | 160KW | |
3. | 倾转电机 | 5.5KW | |
4. | 气缸直径 | Ø420 | |
5. | 加热方式 | 电加热 | |
6. | 倾倒角度 | 125° | |
7. | 投料方式 | 背投式 | |
8. | 温度控制系统 | 水冷却 | |
9. | 控温精度 | ±5℃ | 实际料温显示误差 |
10. | 机械重量 | 14000KG | |
11. | 安装尺寸(MM) | 4150×2950×3750 | |
12. | 搅拌轴转速(前) | 39 | |
13 | 搅拌轴转速(后) | 30 |
(二)自动翻斗提升机:
1、上料电机功率:2.2kw
2、限位开关上下限位,滑道特殊优化圆弧设计,运送平稳可靠。
3、提升料斗为不锈钢材质。
4、将捏炼机捏炼后的团状物料输送至锥双喂料机内。
(三)锥双强制喂料机:一台
1)电机功率:11kw,台湾“安川”变频调速器。
2)喂料螺杆:锥形双螺杆强制下料,氮化镀铬处理,表面光洁度高。
3)喂料体:内表面抛光、镀硬铬处理,光洁耐磨。
4)喂料斗:内表面抛光、镀硬铬处理,光洁耐磨。
(四)KSD-150挤出机
1、减速箱:采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动装置,设计采用JB/T8853-2001《圆柱齿轮减速机》规定的各项技术规范,输出轴采用高强度42CrMo,其他齿轮和轴类零件采用高强度20CrMnTi材料;齿轮经渗碳、淬火、磨齿工艺加工,齿轮精度高、硬度高;齿轮精度为GB10095-88,6级,齿面硬度在HRC-54~62,在空心输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高。当油位低于油标位置时,请添加中负荷工业齿轮油L-CKC220或L-CKC320(油品需客户自行采购)。
2系统机组技术参数
Ⅰ、机器颜色:主机为灰色;电柜为电脑色;护罩为黄色
Ⅱ、造粒工艺:110L密炼机——自动提升机——锥双喂料机——150单螺杆挤出机——液压板式自动换网——风冷模面热切造粒辅机——三级旋风分离器——风冷振动筛(2.5m) ——风吹料仓一套
(一)110L加压式捏炼机:一台
项目 | 内 容 | 规 格 | 备 注 |
1. | 混合容量(公升) | 110L | |
2. | 主动电机 | 160KW | |
3. | 倾转电机 | 5.5KW | |
4. | 气缸直径 | Ø420 | |
5. | 加热方式 | 电加热 | |
6. | 倾倒角度 | 125° | |
7. | 投料方式 | 背投式 | |
8. | 温度控制系统 | 水冷却 | |
9. | 控温精度 | ±5℃ | 实际料温显示误差 |
10. | 机械重量 | 14000KG | |
11. | 安装尺寸(MM) | 4150×2950×3750 | |
12. | 搅拌轴转速(前) | 39 | |
13 | 搅拌轴转速(后) | 30 |
(二)自动翻斗提升机:
1、上料电机功率:2.2kw
2、限位开关上下限位,滑道特殊优化圆弧设计,运送平稳可靠。
3、提升料斗为不锈钢材质。
4、将捏炼机捏炼后的团状物料输送至锥双喂料机内。
(三)锥双强制喂料机:一台
1)电机功率:11kw,台湾“安川”变频调速器。
2)喂料螺杆:锥形双螺杆强制下料,氮化镀铬处理,表面光洁度高。
3)喂料体:内表面抛光、镀硬铬处理,光洁耐磨。
4)喂料斗:内表面抛光、镀硬铬处理,光洁耐磨。
(四)KSD-150挤出机
1、减速箱:采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动装置,设计采用JB/T8853-2001《圆柱齿轮减速机》规定的各项技术规范,输出轴采用高强度42CrMo,其他齿轮和轴类零件采用高强度20CrMnTi材料;齿轮经渗碳、淬火、磨齿工艺加工,齿轮精度高、硬度高;齿轮精度为GB10095-88,6级,齿面硬度在HRC-54~62,在空心输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高。当油位低于油标位置时,请添加中负荷工业齿轮油L-CKC220或L-CKC320(油品需客户自行采购)。





