
介绍
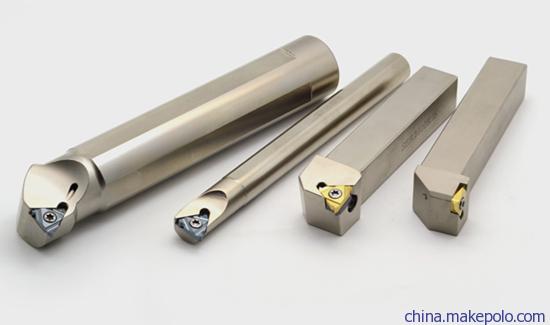
用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。图1为常用外圆车刀的典型结构形式。
车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。 车刀
车刀
 车刀
车刀
结构:车刀的切削部分由主切削刃、副切削刃、前面、后面和副后面等组成。车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。机械夹固式车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使用。机械夹固式车刀一般是用螺钉和压板将刀片夹紧,装可转位刀片的机械夹固式车刀。刀刃用钝后可以转位继续使用,而且停车换刀时间短,因此取得了迅速发展。
车刀的几何形状由前角γo、后角αo、主偏角κr、刃倾角γ S、副偏角κ惤 和刀尖圆弧半径rε所决定。车刀几何参数的选择受多种因素影响,必须根据具体情况选取。前角γo根据工件材料的成分和强度来选取,切削强度较高的材料时,应取较小的值。例如,硬质合金车刀在切削普通碳素钢时前角取10°~15°;在切削铬锰钢或淬火钢时取 -2°~-10°。一般情况下后角取 6°~10°。主偏角κr根据工艺系统的刚性条件而定,一般取30°~75°,刚性差时取较大的值,在车阶梯轴时,由于切削方式的需要取大于或等于90°。刀尖圆弧半径rε和副偏角κ惤一般按加工表面粗糙度的要求而选取。刃倾角γ S则根据所要求的排屑方向和刀刃强度确定。车刀前面的型式(图2)主要根据工件材料和刀具材料的性质而定。最简单的是平面型,正前角的平面型适用于高速钢车刀和精加工用的硬质合金车刀,负前角的平面型适用于加工高强度钢和粗切铸钢件的硬质合金车刀。带倒棱的平面型是在正前角平面上磨有负倒棱以提高切削刃强度,适用于加工铸铁和一般钢件的硬质合金车刀。对于要求断屑的车刀,可用带负倒棱的圆弧面型,或在平面型的前面上磨出断屑台。






