为什么用PCBN刀具切削铸铁、硬钢工件时出现崩刃现象呢?在刀具使用过程中,刀尖碰到硬质点便会出现磨损,刀具崩刃、磨损量过大,主要从几个方面考虑,①被加工工件的材质②机床性能、机床的参数③切削几何参数④刀片自身参数,在加工过程中必须选择合理的切削参数,郑州博特硬质材料有限公司根据用户的需求制定最可行的加工方案。
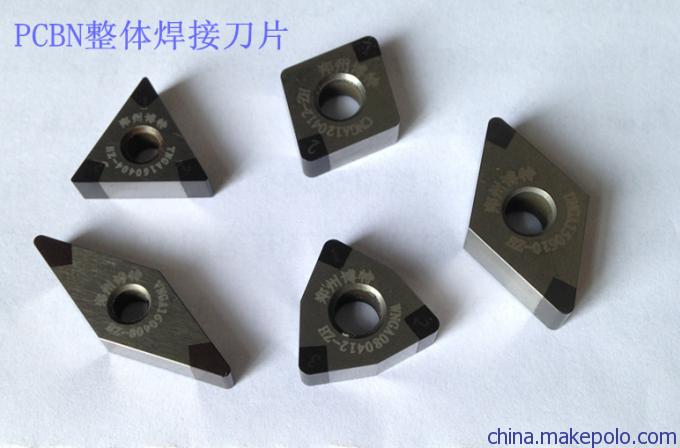
内齿圈端面的加工优选郑州博特菱形车刀片(CNGN1204),可以很好的保证加工质量,此款刀片十分适用于铸铁和渗碳合金钢的车削等加工。其加工效率和加工质量十分稳定,其良好的连续切削性能可以很好的避免刀具崩刃导致重新对刀带来的加工误差,刀具寿命较硬质合金刀片、涂层刀片提高3-5倍。PCBN刀主要是加工调质热处理后的淬硬钢零件,在加工零件与切屑要素相同的情况下,根据现场统计,博特刀片拥有更长的切削距离;若切削距离相同,博特刀具可以再更快的切削速度、更大的进给量、更大的背吃刀量情况下也能完成切削加工
精度与效率、以及刀具的使用寿命缺一不可,共同决定了被加工工件的品质。郑州博特刀片良好的连续切削性能可以很好的避免刀具崩刃导致重新对刀带来的加工误差。复杂工况下仍能保持高精高效切削 。
联系人:孙女士
手机:15286801172
客服热线:0371-67859773
客服QQ:1767933462
立方氮化硼刀具:www.berlt.com
刹车盘刀具:
微信公众号:berlt7075(博特刀具)
在轧辊和刹车盘工件的切削过程中,由于工件本身的硬度较高,结构较为复杂,加工条件较为恶劣,因此刀具的性能和质量直接影响加工的效率、加工的精度和加工质量。采用PCBN整体刀片或PCBN复合刀片可实现高切除率,高效率的切削加工。
我们的CBN刀片广泛应用于汽车刹车盘加工,齿轮加工,轧辊加工领域,不论是粗加工滚珠丝杠,高速钢轧辊,高镍铬铁轧辊,车削汽车刹车盘还是断续加工齿轮,加工渣浆泵其效果都是显而易见的,用过博特刀具的企业都说好,严格要求机械加工所达到的质量要求,主要部位的尺寸公差及加工精度符合图纸要求,刹车盘外观不应有裂纹、蜂窝孔、疏松、浮渣及其他不能去除的铸造缺陷。
联系人:孙女士
联系电话:15286801172
客服热线:0371-67859773
QQ:1767933462


