
金属雕刻艺术与高科技术的融合——高效的现代艺术
艺术篇

铜雕艺术始于清同治年间,发祥与发展于京、津地区,影响并覆盖全中国,
是清末至民国时期,中国独有的集绘画、书法、印章、镌刻于一体的独特艺
术门类。其中:清同治时期的陈寅生、韩子固,民国时期的陈师曾、姚华、
齐白石、张越臣是推动并亲自参与铜雕刻铜艺术发展的杰出代表,也给刻铜
艺术留下了不少遗产,在国内外享有很高的声誉,并得到广泛认同。铜雕艺
术品被大英博物馆等世界著名的文博收藏机构列为重要的收藏展示艺术品。
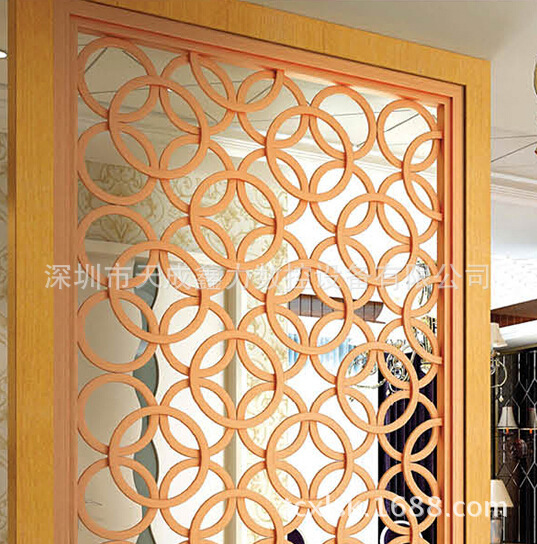
现代铜艺装饰
当前,用科学发展观引领铜艺产业转型升级的之时,我们应该重点发展文化创意产业,
把基础良好,前景可观的铜雕艺术产业作为特色潜力产业来发展。目前中国铜艺产品
已遍及全国各地,受到了社会各界的欢迎和赞誉。并流传于美国、印度、法国、德国、
比利时、荷兰、日本等国及台、港、澳地区
历史学家说,中国的历史是一部石头的与铜的书。毫不夸张,铜文化是一部缩写的中国
历史发展的百科全书。研究中国的铜文化,对于弘扬中华民族传统文化有着十分重要的
意义。

铝艺产品特性
铝艺产品是把板材及型材再加工的进程,机能加倍优秀!铝艺栏杆制造流程:机械雕刻加工→化学
加工(去油→去灰→磷化→钝化)→静电喷涂(→固化(330度高温防固化)经过加工之后,这源
料能够保证16-18年不生锈,绝对的实用!
铝艺产品美观大方,色彩能够凭据条件定制,产品外观采取粉末喷涂。铝艺栅栏造型美观,色彩
可自由搭配,无焊接穿插组合,有超强的防护功效,自洁环保,是真正意义上的环保绿色产品。

技术篇
现代文明以的发展,是一次让更多人能享受以前只有少部分人能享受的社会艺术的成果,与之矛盾的是艺术品都是昂贵的,是普遍人无法承受的。精雕技术的出现是实现艺术走向大众的一个重大里程碑。以现代数控技术的依托,以前代古典艺术的传承,融合发展成了现代技术形态的艺术展现,让艺术更加平民话,让技术成为艺术的传播使者。现在数控技术的高精准性、高效率性、低成本性、以及工艺流程的简洁性,注定了数控技术在铜艺雕刻、铝艺雕刻、以及各种金属工艺品雕刻的重要地位,也是各大厂商的竞争力体现。耐刻数控针对铜艺、铝艺等金属艺术雕刻行业专业定制了一款高效率、高精度、高稳定性的专业金属精雕机。“只金属雕刻” 成为了耐刻现今发展的主要宗旨及其方向。
耐刻金属精雕机系列简介
领先设计和高品质配件 |
TC系列大型数控龙门金属精雕机,采用领先设计和高品质配件,确保机床的高速、高精度和高稳定性。主要应用于铜艺雕刻、铝艺 雕刻、铝幕墙切割、专业、专项 针对金属材料加工。 |

机械结构 |
采用龙门式高刚性结构; |

采用双丝杠重心驱动技术 |
耐刻数控龙门加工中心属于重心驱动加工中心。按重心 驱动原理采用双丝杠驱动的加工中心,极大地提高了机床三轴的抗振性,振动可减少近20倍,改进了机床动态性能,各轴加速度可达1g。由于采用双丝杠重心驱动,龙门架和主轴等移动件在高速移动时重心与驱动力的中心一致,提高了驱动稳定性,减少了移动时龙门的歪斜,提高了轮廓加工精度,表面粗糙度可减少一半,另外 机床轴的加速度也可以提高30%。 |

质量保证,装运前100%的整机测试 |
耐刻数控不仅检测线性精确度,还特别的检测机器的几何精度。更人性化的就是出机前给客户提供实际产品的生产测试。所以您可以完全相信您所购买的机器是精确的,并且经过了正确的校正,而且是完全能满足您生产需求的。 |

机床参数 | ||||||||||||||
其它规格可以定制 | ||||||||||||||
| ||||||||||||||
| ||||||||||||||
| ||||||||||||||
| ||||||||||||||
| ||||||||||||||
| ||||||||||||||
| ||||||||||||||

金属高速度及高精度加工技术15年之突破 |
在20世纪80年代中期以后,一系列高速度、高精度的机床相继问世。最初10年中,人们主要关注于进给轴和主轴电机的大型化和高速化,以及由此产生的热处理技术和数控装置高速化等课题,并在这些方面取得了一些重大成果。但是在随后的5年,对高速度和高精度技术的探求却走上了一条歧路。速度的提高仅仅缩短了一点加工时间,而如果要追求加工精度和加工面的质量,则必须在速度上加以妥协。重心驱动是一项基于机械运动动力学理论发展而成的技术。每一个机床工程师都明白推动重心是最理想的方法,但是却并不十分了解其重要性及原因。重心驱动技术,可以说在加工时间、加工精度、加工质量、刀具寿命等各方面,都能实现最本质的改善。它不仅可用于加工中心、对于所有进行刀具和工件相对运动的机床设备来说都是共通原理。采用了重心驱动技术的机床,可按照CNC发出的指令精确的运行,避免无谓的消耗。 |
重心驱动 |
重心驱动是一项可以缩短加工时间、改善轮廓加工精度、提高加工面质量的技术。众所周知,在推动物体时,不按在正中间可能会使物体转动并且不稳。“但如果按在正中间的话...”,重心驱动就是这样一个简单的道理。在机床中通常使用滚珠丝杠推动刀具及工件的运动。如果能在其正中间即重心位置进行推动,那就毫无问题了。只要将重心置于两个驱动点中间就可以很好地解决这个问题。将两个滚珠丝杠的中心连线,线的中点如能与移动物的重心重合最为适宜。 基于机械运动动力学理论发展而成的技术。每一个机床工程师都明白推动重心是最理想的方法,但是却并不十分了解其重要性及原因。重心驱动技术,可以说在加工时间、加工精度、加工质量、刀具寿命等各方面,都能实现最本质的改善。它不仅可用于加工中心、对于所有进行刀具和工件相对运动的机床设备来说都是共通原理。采用了重心驱动技术的机床,可按照CNC发出的指令精确的运行,避免无谓的消耗。 |

轴移动伴随的振动 |
振动随时间的变化如图所示。重心驱动设备很快就消除了振动,反之其他设备的振动则持续了较长时间。使用位于振动设备顶端的刀具加工工件,会造成加工面质量的明显恶化。另外,如果在振动时使用刀具切割工件,也会轻微磨损刀尖。因此振动对刀具寿命来说实为大敌。更严重的是,如果发生振动,数控装置会将其作为正常指令之外的动作进行检测,而为了修正错误又要驱动进给电动机。如此反复,进一步加剧了振动。熟知这一情况的技术人员会在启动时调整数控装置,钝化其对动作的反应。但即使会有一些误差也不能进行精细调整,如此一来就导致了精度的丧失。而若要保持精度,又会降低速度。归根结底,机械振动实在是精度和加工时间的天敌。 重心驱动技术,可以说在加工时间、加工精度、加工质量、刀具寿命等各方面,都能实现最本质的改善。它不仅可用于加工中心、对于所有进行刀具和工件相对运动的机床设备来说都是共通原理。采用了重心驱动技术的机床,可按照CNC发出的指令精确的运行,避免无谓的消耗。 |

加工面质量的改善 |
重心驱动对加工面质量的改善也极为有效。让我们尝试分析一下。在加工中,曲面或者曲线加工必不可少。我们可将曲面看作是小折线的连结。每个折线角度每改变一点,移动方向就会随之变化。如果不降低速度而进行方向转换,即使轻微的方向变化也需要很大的加速度。加速开始之处,全部出现以驱动点和重心距离为比例的回转振动。这种现象在型腔侧面下方加工点到达底面时,急速改变移动方向的情况下较为显著。照片所示为使用原有机型制造的工件,在其加工点移动方向改变后产生的切痕中,有很多不规则的混乱。重心驱动技术更加逼近了加工面质量恶化原因的本质。移动方向急速变化的另一实例是圆形切削的反转问题,也就是0度、90度、180度、270度位置的过渡切削问题。如果镗孔加工直径补正要使用简单的立铣刀进行轮廓加工来调换,正圆程度就变得极为重要。这同时也涉及到了移动方向改变产生振动的问题。重心驱动也可用于改善圆形切削的圆度问题。 |

加工时间缩短 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
重心驱动在缩短加工时间方面效果显著。采用重心驱动的机床,由于在加速一开始产生的振动较小,可随之立即从初始力向最大力加速。而不采用重心驱动的机床,为防止在加速开始时产生振动,只能慢慢地加力。加速至最高速的时间差,可以看出两者在达到最高速上的时间差异。 照片所示为使用原有机型制造的工件,在其加工点移动方向改变后产生的切痕中,有很多不规则的混乱。重心驱动技术更加逼近了加工面质量恶化原因的本质。移动方向急速变化的另一实例是圆形切削的反转问题,也就是0度、90度、180度、270度位置的过渡切削问题。如果镗孔加工直径补正要使用简单的立铣刀进行轮廓加工来调换,正圆程度就变得极为重要。这同时也涉及到了移动方向改变产生振动的问题。重心驱动也可用于改善圆形切削的圆度问题。
|









