




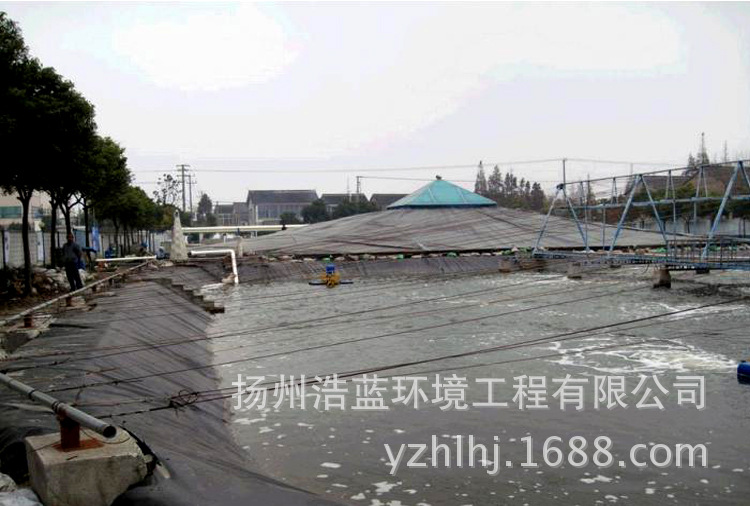
(1)铺设HDPE防渗膜是整个防渗系统中较为关键的工序。在铺膜前对HDPE防渗膜外观质量进行开包检查,记录并修补已发现的机械损伤和生产创伤、孔洞、折损等缺陷。
(2)HDPE防渗膜裁切之前,经丈量其相关尺寸,然后按实际裁切,在膜铺设中膜与膜之间接缝的搭接宽度不小100mm,使接缝排列方向平行于最大坡脚线,即沿坡度方向排列。
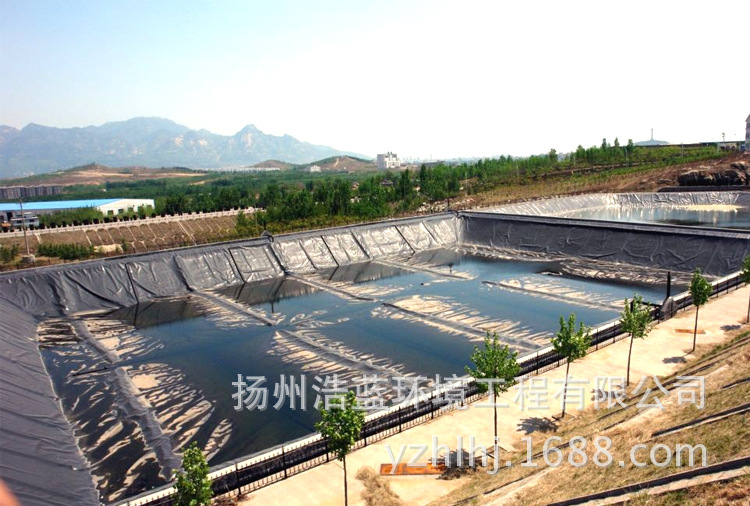
(3)铺设HDPE防渗膜时应力求焊缝最少,在保证质量的前提下,尽量节约原材料。同时也容易保证质量。通常在拐角及畸形地段,应是接缝长度尽量减短。除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。
(4)HDPE防渗膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。
(5)HDPE防渗膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对HDPE防渗膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。
(6)HDPE防渗膜为柔性材料,可根据池体的任何结构,做任何造型.所有拐角、直角部分,均应做成圆角或倒角,避免回填沙时损坏HDPE防渗膜.

● HDPE膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对 HDPE膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。
HDPE土工膜的焊接技术
●焊道搭接宽度:80~100mm;平面和垂直面的自然褶皱分别为:5%~8%;预留伸缩量:3%~5%;边角料剩余量:2%~5%。
●热熔焊接工作温度280~300℃;行进速度2~3m/min;焊接形式为双焊道。
●破损部位修复方法,裁剪规格相同的材料,热熔粘补,聚乙烯胶密封。

(1)HDPE防渗膜的焊接使用楔焊机,采用双轨热熔焊接。楔焊机无法焊接的部位,应采用挤出式热熔焊机,配以与原材料同质的焊条,形成堆焊的单焊缝。
(2)热锲焊机焊接工序分为:调节压力、设定温度、设定速度、焊缝搭接检查、装膜入机、启动马达。
(3)接缝处不得有油污、灰尘,HDPE防渗膜的搭接段面不应有泥沙、结露、潮湿等杂物,当有杂物时必须在焊接前清理干净。
(4)每天焊接开始时,通常应在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并在现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正常焊接。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
(5)焊缝要求整齐、美观、不得有滑焊、跳走现象。
(6)在遇上防渗膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
(7)焊膜时不许压出死折,铺设HDPE防渗膜时,根据当地气温变化幅度和HDPE防渗膜的性能要求,预留出温度变化引起的伸缩变形量。
(8)在下雨期间或接缝有潮气、露水、或者大沙的情况下不能进行焊接(但采取防护措施是除外)。
(9)温度低于5℃时,按照规范要求不应施工,如果必须施工的话,焊接前应对焊机进行预热处理。
(10)防渗膜在焊接时不论采用当地电源还是发电机供电,都必须保持电压稳定,必要时须使用稳压器。

● 污水处理防渗工程通常在拐角及畸形地段,应是接缝长度尽量减短。
● 除特殊要求外,污水处理防渗工程在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。
● HDPE防渗膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。


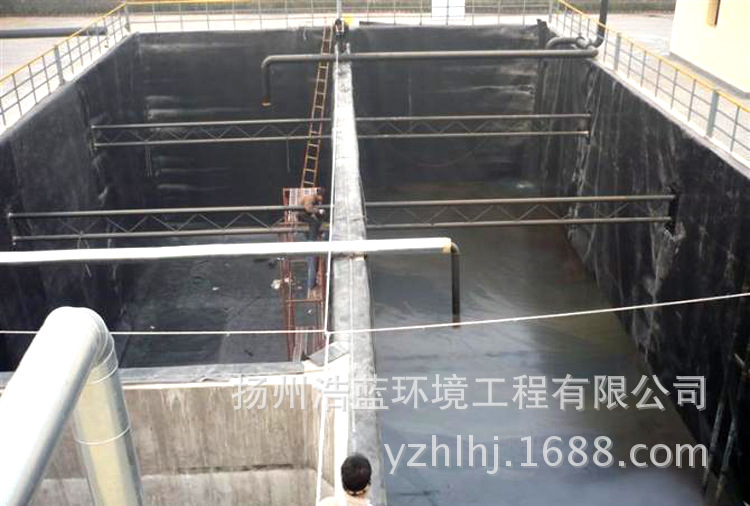
(1)锚固的方法分为三种:沟槽锚固、射钉锚固和膨胀螺栓锚固;
(2)视HDPE土工膜的使用条件及受力情况,其锚固沟槽宽度一般为0.4m-1.0m,其深度为0.4m-1.0m。将防渗膜边缘翻折在沟槽内用石块、回填土或是水泥浇灌将其固定。
(3)如是设计阶段,就可采用预埋形式进行锚固.HDPE猫爪预埋于混凝土墙里,铺设到指定位置,就直接焊接于HDPE猫爪上,形成完整的防渗体.也可采用砖墙压边,HDPE防渗膜铺设到要求位置,返边于墙内,砌砖固定。
●热风枪、砂轮机和焊机拖带的电源线在使用过程中,必须最大限度的远离其工作部位,以免损伤电线发生漏电。
●除热风焊接外,热风枪的嘴部在任何情况下都不得与HDPE膜面接触,并且尽可能的远离膜面、人体、机械等物体。
●焊机在不使用时,不得直接放置在HDPE膜面上,应放置在支架或沙袋带上。
●裁膜刀使用完毕后,应立即将刀片收回刀盒内。
●在现场使用的各种临时性小型工具,使用完毕,应及时放入工具箱内。
●严禁将从挤压焊接机枪头摘下的焊料物直接丢弃在土工膜面上。
●HDPE土工膜施工现场禁止吸烟,不得穿带铁钉的鞋或高跟硬底鞋到膜面上行走,不允许从事有可能破坏土工膜成品的一切活动。


●检测按三个步骤进行,即目测、充气检测及破坏试验。
●目测主要是对铺设的土工膜外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。
●除目检外,对单焊缝和T形结点及修补点应采取50㎝×50㎝方格进行真空检测,真空压力大于或等于0.005MPa,保持30s,肥皂液不起泡为合格
●外观检查,发现膜面有孔眼等缺陷损及焊接过程中出现的漏焊、虚焊、破损等情况下,应及时用新鲜的母材修补,补疤每边超过破损部位10-20cm。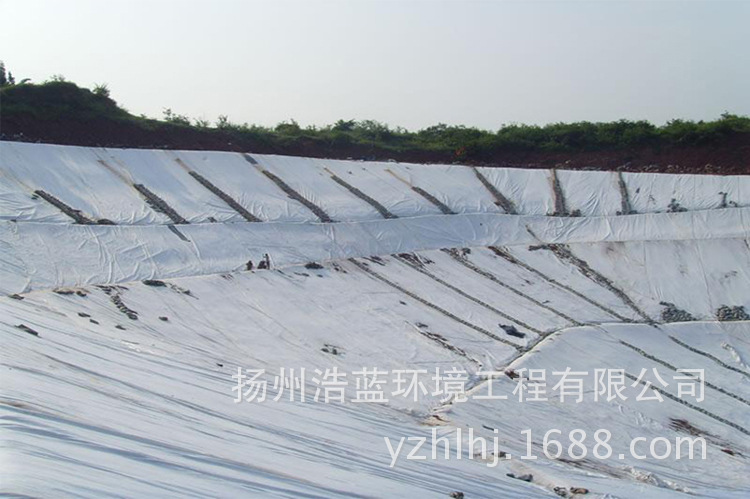

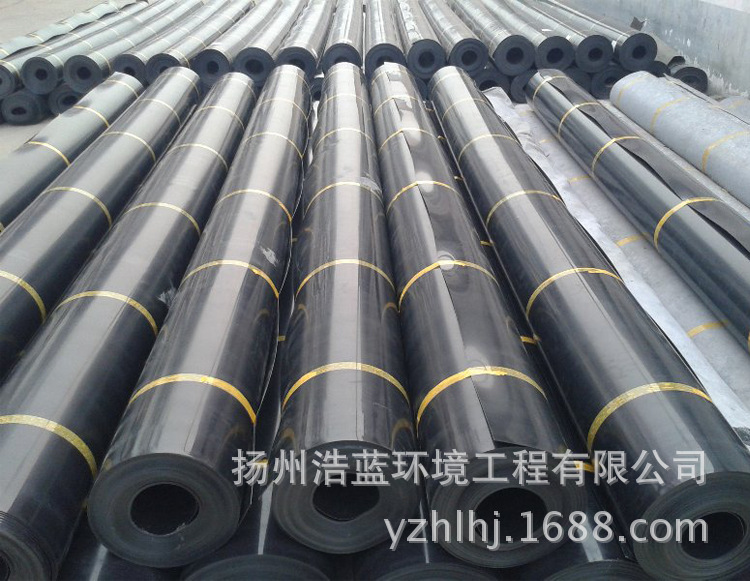
1,光面土工膜
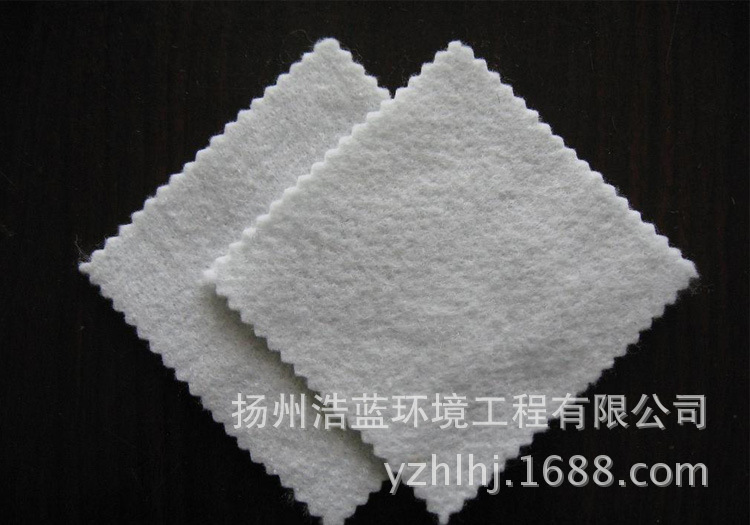
2,长、短丝土工布
3,土工席垫

4,盲沟






