












产品的性能特点:
产品表面预留滚压量后,用镜面滚压工具一次精压就可以使产品表面粗糙度从Ra6.3μm左右降低到Ra0.05-0.2μm之间,唯有铸铁在Ra0.4-0.2μm之间。
具有机械微调装置,调整每格0.0025mm,最大调整范围0.5mm,精度控制0.0025mm以内,适合批量生产,通孔盲孔都可以加工。
加工面滚压后其耐磨性得到提高的同时疲劳强度也增加了30%,提高了密封性,也消除了早期磨损,使其具有切削加工中无法得到的优点。
本工具工作效率极高(例¢100×300孔,1.5分钟内就可加工完,¢30×40孔,10秒钟内就可加工完成)
本工具体积小,操作简便,可长期使用,维修费用低,工具刀体部位不会磨损,只是转动部位的滚柱和芯轴会磨损,严重后只要更换即可,滚柱寿命:钢件一般可加工8千—1.4万件,铝件可加工5万—8万件,批量生产成本非常低。
使用广范,可以在普通的车床,钻床,镗床,铣床,CNC加工中心或者数控机床刀架上使用。在一定程度上取代并优于磨,珩磨,研磨,精铰,精镗,精车等传统工艺,省时,省力,省费用。工具规格:标准从6—500mm 特殊/非标/加长等规格可定做,交货快!
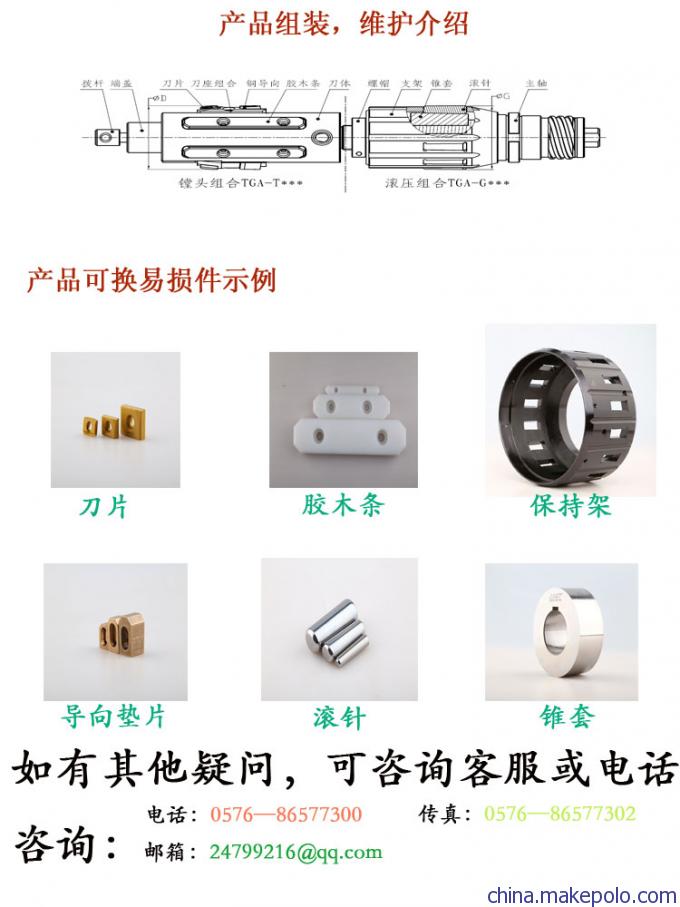
安装使用方法:
把滚压工具安装在机床尾座上,工件转动进行加工或者安装在钻床,铣床,镗床,加工中心等机床主轴上转动工具进行加工,滚柱、保持架加工时均同时旋转。加工前的尺寸、粗糙度、材质和加工后的要求均有很大关系,需要综合的考虑。如加工前凹凸部分的深浅,用多少加工余量通过滚压加工能完全增埋凹陷部分,达到光滑的表面,不同的材质、硬度、直径也各有差异,所以建议各种产品最初先进行2-3次试验性加工得出最佳参数。滚压加工余量能少则少,滚压加工是高要求的精加工,一般加工前的状态越好,加工后得到的效果也越好,同时滚压工具的磨耗也越少。 一般普通钢件预留滚压余量0.02-0.04mm,铜铝件预留滚压余量0.03-0.07mm
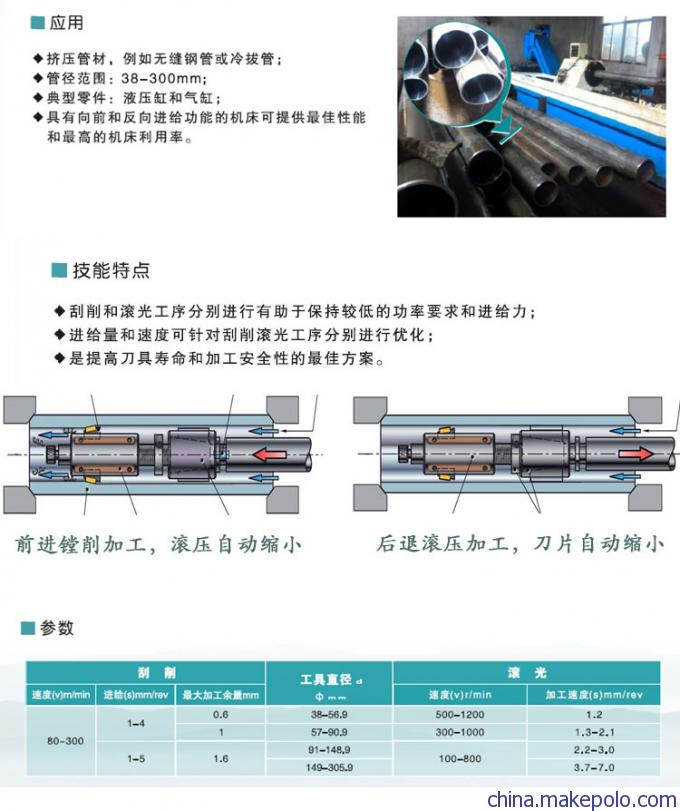
转速与进给(供参考)
内径系列TK/MK型
加工直径(mm) 转速(min-1) 进给量(mm/rev)
6 -14.5 1500-1000 0.1-0.4
15-24 1000-500 0.2-0.6
25-44 800-400 0.3-1.0
45-74 600-300 0.5-1.5
75-99 300-150 0.6-1.8
100-139 200-80 1.2-3.0
140-200 150-50 1.2-3.0
润滑与清洗:
- 滚压加工中,当滚柱滚压金属表面时会产生很细微的金属粉尘,金属粉尘不仅会影响加工面的质量,而且会加速滚压头的损耗,因此有必要大量注入干净的工作液清除粉尘。根据工件的不同性能,应该采用不同的清洁低粘度冷却润滑油,并要经常清洗滚压头,以提高工具的使用寿命和达到最理想的需求。推荐:(钢件采用机油和柴油,铝件采用机油和煤油,比例3比7,铝件也可以采用缝纫机油,铜件采用32#变压器冷却油)。
注意事项:
被加工工件表面硬度应低于HRC40度
- 使用滚压工具加工,该工件加工部必需有充分的壁厚(外径是孔径的20%以上),如果薄壁或部分薄壁,加工后会发生变形或降低圆度,碰到此问题可以用以下几个方法解决:1、减少滚压量;2、利用夹具支撑外周;3、在加工薄壁以前实施加工;滚压工具可加工的工件硬度最大上限值为 HRC30,如果碰到高硬度材料加工时由于工具承受压力大,工具寿命会缩短。
- 加工盲孔,阶梯孔时底部0.5mm无法加工,滚柱可轻轻碰到孔底。
工具选择标准:
- 注明加工工件内径大小及公差
- 根据孔的形状选择通孔型还是盲孔型
- 根据孔的深度还来确定有效的加工长度
- 根据机床来选择装夹柄,形式有直柄和莫氏锥柄,也可以按用户要求制造。
如您对以上产品有技术问题欢迎咨询:
电话0756-86576300
台 州市科驰机械有限公司是生产镜面滚压工具的专业厂家,前身是温岭市精驰机械厂,成立于2005年,位于中国的工量具基地——温岭,紧靠路桥机场、海门港口,104国道、甬台温高速公路大溪出口25分钟到达,交通十分便利。科驰公司十年来专注于滚压技术领域,坚持自主研发,自主生产,秉承工艺的连贯性,十年来为几千家客户定制各类镜面滚压工具。本厂引进日本先进技术,采用进口材料,精确耐用,更注重售后服务。确保您的安心使用。
精驰牌镜面滚压工具(又称滚压头,滚压刀)一次性滚压加工就可实现光滑如镜的效果,与传统的磨削加工相比不但提高硬度,还可提高效率,减少人工支出,安装方便,使用范围极为广泛,是改进传统工艺的最佳选择。目前本厂拥有年产两万套的生产能力,是同行业中最专业的生产厂家。精驰工具以“尽心,尽职,尽善,尽美”的企业指导思想,用心为客户服务,公司产品从原材料采购到成品出库,以科学的管理模式,规范的生产工艺,质量严格按ISO9001:2008国际质量体系运作,保证产品的质量,确保顾客的利益。欢迎广大新老客户的选购,我们将一如既往踏实前行。

