
供应新型石膏烘干机|石膏烘干机厂家|5吨/时环保石膏烘干机

石膏烘干机介绍:
天然石膏和工业石膏(如脱硫石膏、磷石膏)都是以二水硫酸钙形式存在,其分子式中有2个结晶水,同时表面附着一些游离水。干二水硫酸钙(即生石膏)在水泥工业中作为水泥缓凝剂使用;半水石膏(即熟石膏)具有类似水泥的胶凝性能。烘干去掉游离水的过程叫烘干、脱去结晶水的过程叫做锻烧,根据不同锻烧方式可分别获得β型半水石膏和α型半水石膏。β型半水石膏是在气相条件下加热脱水获得,也叫建筑石膏,主要用于制造石膏板、石膏砌块、或加入添加剂后加工成粉刷石膏;α型半水石膏是用饱和蒸汽在压力状态下蒸煮后烘干获得,也叫高强度石膏,主要用于陶瓷、医药行业的模具制造。脱硫石膏的应用主流是把它烘干后作为水泥的缓凝剂使用;或锻烧成β型半水石膏,用于制造石膏板、石膏砌块、粉刷石膏。


石膏烘干机工作原理:
石膏烘干机工作原理很简单,物料由斗式提升机进入烘干机滚桶内,然后通过电力、柴油力、风力、易燃物力等产生的热气流对物料进行空气加热,输送到贯通周围,达到适当温度进行除湿处理。
石膏烘干机技术参数:
产品规格 | 生产能力(t/h) | 功率(kw) | 筒体转速(r/min) | 减速机型号 | 重量(t) |
φ0.6x8m | 0.6-1.2 | 4 | 8 | JZQ250-16-Ⅰ | 5.1 |
φ0.8x10m | 0.8-1.5 | 4 | 7.5 | JZQ350-16-Ⅰ | 6.9 |
φ10×10m | 1.2-2.0 | 5.5 | 5.8 | JZQ400-16-Ⅰ | 7.5 |
φ1.2x12m | 2.2-3.5 | 7.5 | 4.8 | ZL50-16-Ⅰ | 13.5 |
φ1.5x14m | 3.0-5.5 | 10 | 4.8 | JZQ500-Ⅲ-2F | 18.9 |
φ1.8x14m | 3.5-7.2 | 18.5 | 4.1 | JZQ50-16Ⅱ-2 | 22.83 |
φ2.2x14m | 7-12 | 22 | 3.2 | JZQ650-Ⅲ | 40 |
φ2.4x14m | 10-14 | 30 | 3 | JZQ750-Ⅲ | 51 |
φ2.4x18m | 18-25 | 37 | 3 | ZL85-13-Ⅰ | 54 |
φ2.8x18m | 32-45 | 37 | 3 | ZL82-13-Ⅰ | 65.3 |
φ3x20m | 40-50 | 55 | 2.59 | ZL100-16-Ⅰ | 78 |
φ3x25m | 45-58 | 75 | 2.59 | ZL100-16-Ⅰ | 104.9 |
石膏烘干机主要特点:
1、烘干机配套电子脉冲除尘器,运行时无粉尘污染 2、可利用化学石膏(脱硫石膏、磷石膏等)直接炒制成β-半水石膏粉;
3、从工艺上保证了煅烧石膏粉精密控制炒制时间和温度的要求;
4、间歇进出料时可压火停炉,再次开炉3分钟后炉火可投入正常运行;
5、配套煤气炉或沸腾炉供热,其尾气余热可回收利用(烧开水或加热空气);

转筒烘干机工作原理:在物料干燥的过程中,湿物料由皮带输送机或斗式提升机送到料斗,然后经料斗的加料机通过加料管道进入加料端。加料管道的斜度要大于物料的自然倾角,以便物料顺利流入干燥器内。转筒烘干机圆筒是一个与水平线略成倾斜的旋转圆筒。物料从较高一端加入,载热体由低端进入,与物料成逆流接触,也有载热体和物料一起并流进入筒体的。随着圆筒的转动物料受重力作用运行到较底的一端。湿物料在筒体内向前移动过程中,直接或间接得到了载热体的给热,使湿物料得以干燥,然后在出料端经皮带机或螺旋输送机送出。在筒体内壁上装有抄板,它的作用是把物料抄起来又撒下,使物料与气流的接触表面增大,以提高干燥速率并促进物料前进。载热体一般分为热空气、烟道气等。载热体经回转转筒烘干机以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。
转筒烘干机结构图:
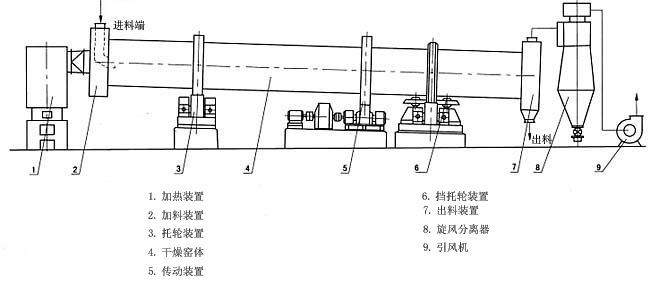
转筒烘干机由1、筒体;2、前辊圈;3、后辊圈;4、齿轮;5、挡辊(小型烘干机不适用);6、拖辊;7、小齿轮;8、出料部分;9;扬板;10、减速机;11、电机;12、热风道,13、进料溜槽;14、炉体等部分组成,另外可根据用户需求设计煤气发生炉、燃烧室或配套提升机、皮带输送机、定量给料机、旋风除尘器、引风机等
石膏烘干机的安装与调试:
1、石膏烘干机的安装一定要按照装配图和基础图的要求规范施工,烘干机安装前,应对其零部件及其辅佐件一律清查,清擦,清理干净完备齐全。
2、在安装的过程中我们要注意安装的顺序:
(一)划基础线,在基础标板上正确的作出十字线,标高线,中心标板埋设要达到使用方便,准确并考虑机座安装后不被遮盖。
(二)安装底座与拖轮铲平垫铁位置,划出底座,拖轮的中心线,按照图纸要求,找准底座与拖轮的安装位置,调平放正,先把基础孔灌浆,混凝土达到一定强度时,拧紧地脚螺栓,复查合格后,再安装筒体。
(三)安装筒体及滚圈先将滚圈装在筒体上,固定时所需要的凹状接头要一正一反交错配置,并调整垫铁的厚度,使滚圈与凹状接头的接触保持相应的间隙,切勿一致,并点焊凹状接头螺栓头部与筒体内。
(四)安装大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上。转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。
(五)安装小齿轮、减速机、电机根据已装好的大齿轮,调整好大、小齿轮的啮合参数并达到设备规定要求,固定小齿轮,减速机电机的位置。
(六)安装齿轮罩,使其与齿轮的边缘距离匀称。
3、如果以上工作准备完毕,那么下面我们就该进行二次灌浆,灌浆的时候应该按照土建设计的要求进行灌浆,在此期间我们要严格按照要求操作,防止意外的产生。
'



