一、系统介绍
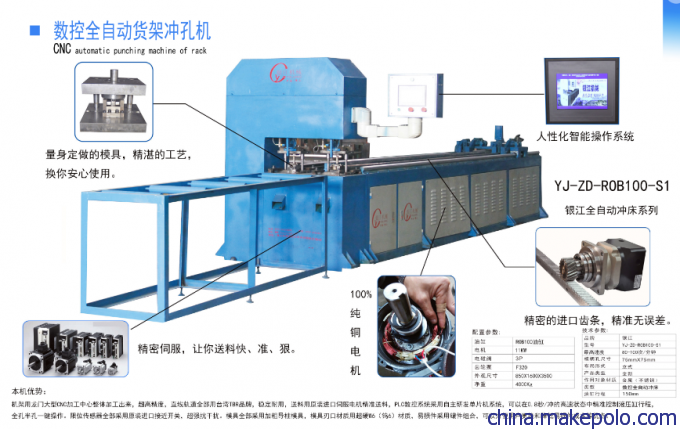
我们的控制系统由我们自己的研发团队独立研发。售后维护更新各方面都有保障。全自动数控设备方面:我们采用完整的PLC控制系统(区别于同行企业的单片机)。Plc显示控制器和伺服驱动系统我们选至法国施耐德原厂进口。精度更准,效率更高(达到行业内最快60-110冲/分)。并且在系统整合方面我们拥有完整的自主知识产权,(佛山其它同行均出自一家的单片机)因此,在系统维护方面,我们完全不用受制于人,相比同行更加专业,也会让客户更加放心。
二、操作简介
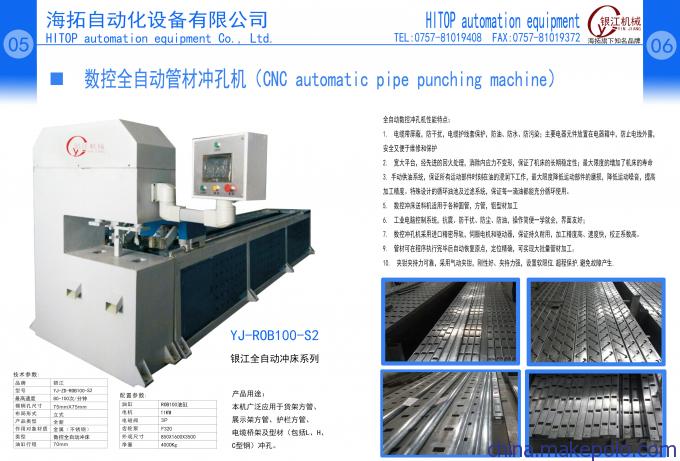
1.只需在屏幕输入材料长度,首孔中心距材料端面距离,孔数和孔距即可完成整支管冲孔,精度和效率极高。每条料上可冲6种孔距的孔,同孔距的孔数不限。
2.冲孔速度:60-110次/分钟
3.孔距精确度:±0.15MM.
4.最大送料长度:6000MM,(可根据客户实际要求设计)最小送料距离0.01MM。
5.送料方式:采用气动夹紧工件自动拖料后,按孔距自动精确向外送料冲孔,送料电机选用法国施耐德伺服电机配套精密伺服电机专用减速器送料。传动机构采用精密齿轮齿条方式。
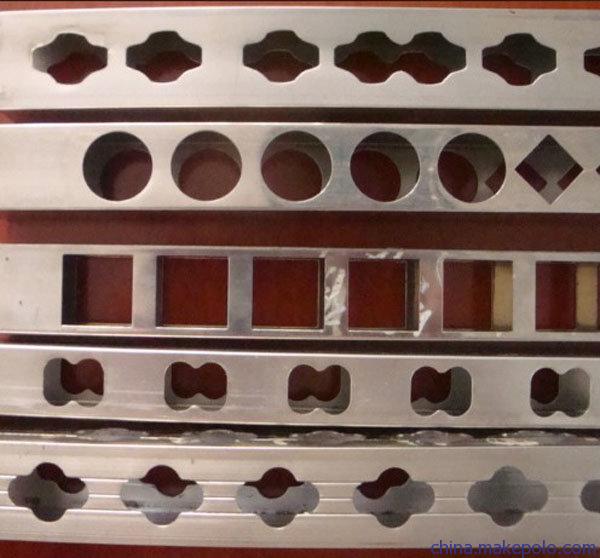
三、我们的产品细节
A、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门CNC加工中心整体精密加工,保证机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常精确并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
B.冲孔机构:龙门架式框架结构,稳定高强度,高速液压缸(缸径100MM,最大压力15吨),采用进口高耐磨密封件,耐压25MPa。可冲孔型材宽度范围200MM-600MM。水平方向两侧向内冲。
C.液压系统:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,保证够力和冲孔时液压缸伸缩距离精准控制),台湾油田电磁阀。200L超大油箱,150L液压油风冷机。油泵和电磁阀极限压力21MPa。
D.送料机构:台湾TBI直线轨道,施耐德伺服电机,精密伺服电机专用减速器,精密齿轮齿条传动机构。气动夹料机械手,气动元件采用台湾亚德克品牌。
E.模具:专业量身设计,可水平方向同时冲两侧孔。模具采用加粗氮化处理导柱,模具刃口材质采用SKH-9钼钨高速钢,寿命大于10万次;易损件采用镶件组合,方便用户更换和维护!