快捷取折断丝锥的方法
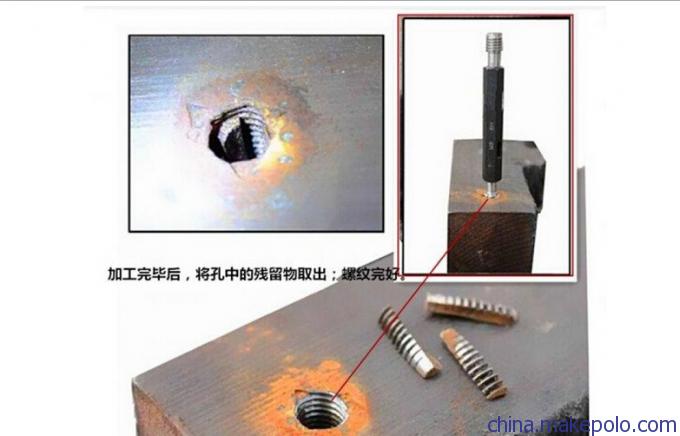
在制造行业中,经常遇到在轴端上攻丝,这些轴类零件大部分都通过了调质处理,具有高韧性、高强度,给攻丝带来了很大的难度。因此,常常发生丝锥折断现象。攻丝时折断的丝锥一般露出工件表面2~3mm,如果采用冲子冲断丝锥,丝锥会崩裂,无法取出,造成工件报废。为此,我们采用了一种快捷取出断折丝锥的方法。
现在机械行业内取丝锥一般会采取两种方法:① 钳工 ② 打火花。这几种方法各有千秋,但是最适合的才是最好的。小编也是找了好多资料,整理了一下分享给大家,希望对大家有所帮助!
我们先来分析下钳工方法吧,这个方法也是工厂首先会用到的,较普遍。
一、钳工方法:这个是钳工师傅采用一些工具慢慢剔、挑等方式来取出,属于一个精细活。在操作过程中如果敲得力度不够丝锥取不出来,但是如果力度过大,丝锥很容易会被敲偏,导致更难取出。所以,这个方法经验很重要。
同时这个方法还存在一些问题:比如上面提到的力度问题,还有工时问题!工件加工,客户都会有时间限制的,你就为了一个小小的丝锥,整了半个小时一个小时的,丝锥还不一定取得出来,再者即使取出来了,也可能会发现螺牙已经被破坏了,于是,工件报废了!既浪费了时间又浪费人力!
二、打火花方法:这个方法是用专门取丝锥的机器来操作的,方便快捷。它包含两种机器,一是火花机 二是取断丝锥机。
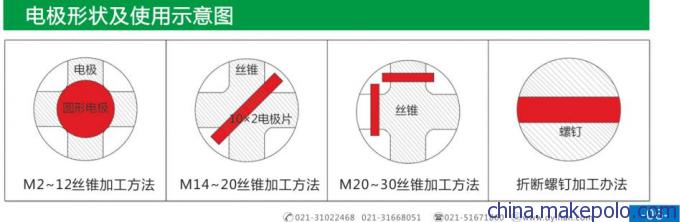
① 火花机:它是通过电极短路原理将丝锥腐蚀成小块取出的。这个方法挺好的,不过火花机它的机台较大,操作方式上不太灵活,对于一些角度较复杂的工件丝锥取出还是很困难的,也就是说这台机器对于一些常规零部件,加工面较为平整的比较好取出,对于加工面不平整的很难操作。
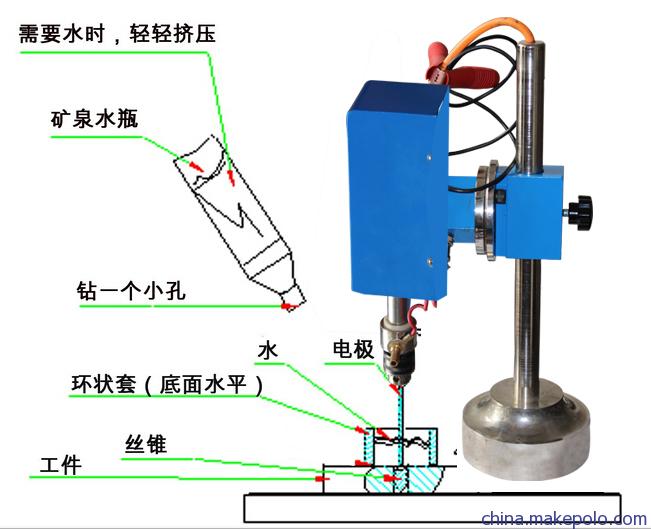
② 取断丝锥机:这个机器是通过电极与加工件接触短路,产生火花将螺丝腐蚀成几块取出的。它的可取出范围较广,可取丝锥、螺丝、钻头、铰刀等。
目前市场上效率比较高的取断丝锥机是上海一汉机电设备有限公司的CK-1000型取断丝锥机。它是上海一汉机电设备有限公司针对加工工件加工面复杂难取的问题而研发的一款专业取丝锥设备。
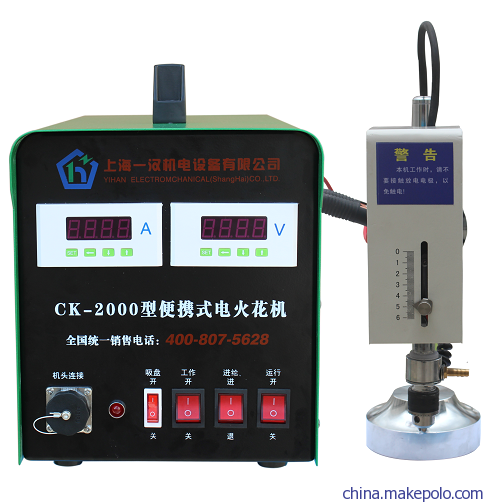
CK-1000型取断丝锥机优点: (从以下图片中可以展现)
●对工件无损伤:采用电蚀原理去除折断刀具,不会接触加工面。
●自动化程度高:采用伺服电机实现自动进给加工,做到省时省力。
●稳定可靠:采用电磁铁底座,加工装置可以直接吸附到工件面上工作。
●任意角度工作:专业设计人员设计的工作臂可360°任意调整,配合电磁铁底座解决多角度断丝锥。
●操作便:只需连接好电极即
可工作。
●便携式设计:重量轻、设备占用空间小,所以无需移动大型工件,
●可以方便的在各种环境和情况下使用,适合出差。
所以,通过上面这些,我们可以看出:CK-1000型取断丝锥机更适合工厂使用。
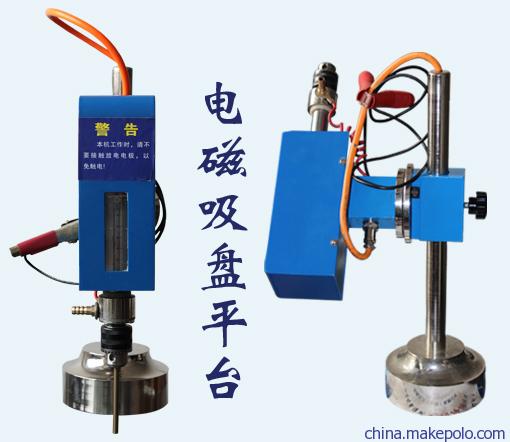
我司采用电磁吸盘,而其他厂家采用的是磁性表座。吸附力不够,容易在工作中造成电极晃动,把旁边的丝牙破坏掉。





