外径金刚石滚压刀/车刀式钻石型外圆滚光刀/大小外圆金刚石滚压头
外径金刚石滚压刀 车刀式钻石型滚光刀 宝石压光刀
钻石型滚压刀 外径金刚滚压刀 主要针对零部件硬度在HRC40左右的镜面滚压加工

外径金刚石滚压工具
主要针对零部件硬度在HRC40左右的镜面滚压加工
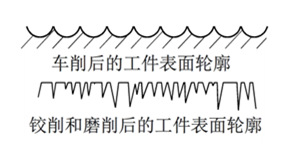
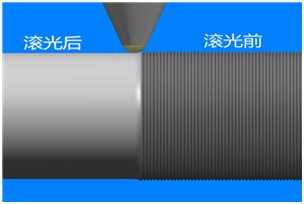
加工原理
由一个固定在刀体上的球形金刚石对工件表面进行摩擦滚压,当作用力超过材料屈服点时,则工件表面微观凸起产生流动,填入到相邻的凹谷中,使金属表面粗糙度降低,同时也提高了金属表面的耐磨性和抗疲劳强度。

金刚石滚压工具的技术优势
1、 球形金刚石在弹簧加载下滑过工件表面,从而得到硬化的平滑表面并确保不会破坏工件精度和公差;
2、 金刚石滚压工具可以对小直径零件和薄壁零件进行滚压加工;
3、 可以加工硬度刀HRC60的工件;
4、 由于金刚石球和工件表面是点接触,所以可用于各种形状的加工,如:外圆、内孔、端面、斜面、球面;
使用方法:
1、 将金刚石工具安装在车床刀架上,使金刚石球中心与工件中心吻合;
2、 根据加工工件的材质、硬度设定工具中内装弹簧的负载量;
3、 转动工件,手动使金刚石球接触工件表面,径向进给,目测表面粗糙度,轴向走刀试加工一段,目测或仪器测量粗糙度值,根据粗糙度值调整压入量,实现最佳的表面粗糙度;
4、 转动工件,从加工部前(1mm)予以试加工的进给量进行加工;
5、 到达加工结束位置后停止进给,金刚石球离开工件,结束加工。
注意事项:
1、 不可采用工具转运的方式进行加工;
2、 任何时候金刚石球不能受到外力撞击;
3、 金刚石球接触工件时,务必转动工件并使用清洁工作液(冷却、润滑)进行加工;
4、 在金刚石球离开工件表面前不能停止工件的旋转;
5、 从切削液滚压建议采用一次装夹的加工方法。
加工参数:
滚压线速度(m/min) | 进给速度(mm/rev) | 预留滚压量(mm) | 压入量 (mm) | 加工前粗糙度Ra(um) |
50~100 | 0.05~0.2 | 0.01~0.02 | 0.02~0.5 | 0.8~2.5 |
备注:压入量指金刚石球接触工件表面后,径向进给的数值。
优质供应、低价批发
无锡翰森科技有限公司
联系人:夏小龙
手机:18951587658
电话:0510-88274200
传真:0510-88274200
Q Q: 3085083877
邮箱:jansonxia_1988@163.com
网址://www.hanson-tec.com
地址:无锡金城东路299号



