供应汉奇 全数控双牛头电火花机床DM1880K 电脉冲 双头火花机

台州市德恩机电设备有限公司
中国 台州
产品属性
图文详情
品牌推荐
品牌
苏州汉奇
型号
DM1880K
类型
全数控双牛头电火花机床
精密程度
高精度
工作台台面宽度
2000*1000mm
最大工件直径
具体根据加工实物mm
最大工件厚度
具体根据加工实物mm
工作油槽尺寸
3000*1540*700
工作台行程
(1200*2)*800
Z轴行程
500
最大切割厚度
无参数mm
锥度
无参数
最大承重
7000
最大加工电流
50+50A
最小电极消耗比
0.05%
表面粗糙度
Ra≤0.1umum
输入电压
3~380V 50HZ~60HZ
最大功率
9+9
控制箱重量
250
工作台承受重量
7000
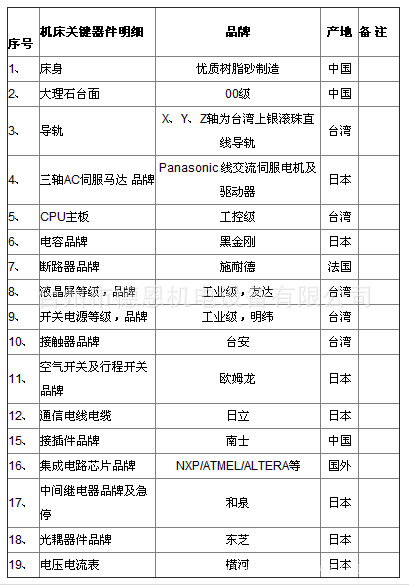
机床导轨
X、Y、Z轴为台湾上银滚珠直线导轨
控制系统
Panasonic 线交流伺服电机及驱动器
外形尺寸
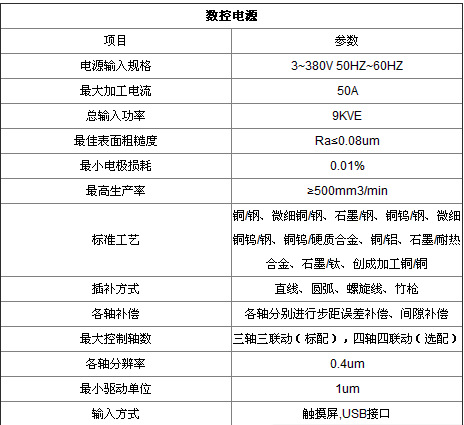
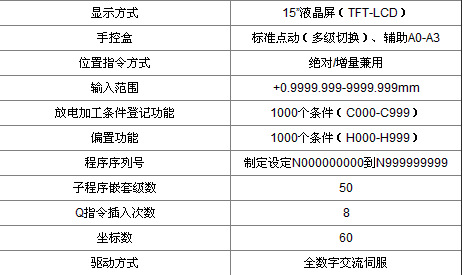
数控电源装置的设计思路是高配置、高可靠性、高自动化操作和友好的人机交互操作。电源的主要关键零部件全部采用国际品牌产品,国际采购率达到85%(金额)以上,保 证电源的高可靠性和安全性。 采用高性能计算机主板控制;触摸屏输入方式;15″高分辨率的TFT-LCD显示屏。 驱动系统采用日本松下全数字式交流伺服系统,编码器为2500线,半闭环控制;数控系统采用目前国际上最先进的大规模高集成度FPGA芯片。 1)技术性能简述 电源采用目前国际最先进的放电控制和数控控制技术;配置超精加工电路和高速响 应、稳定加工的伺服系统。 电源具有135种摇动方式。 放电控制部分继承和升级原日本Sodick公司电路技术和工艺数据库软件。 2)放电加工工艺数据库软件 系统配备丰富的工艺软件数据库,多达11种电极和工件的组合方式,可进行多种 材料的自动加工和手动加工: 标准工艺为11种电极材料:铜/钢、微细铜/钢、石墨/钢、铜钨/钢、微细铜钨/钢、钢/钢、铜钨/硬质合金、铜/铝、石墨/耐热合金、石墨/钛、创成加工铜/铜)的自动加工、手动加工。 加工前只需将有关加工的信息(电极工件材料、投影面积、粗糙度、加工深度等)系统就可以自动生成最为合理的加工程序; 特别对一些特殊材料的加工,本机床为用户提供广泛的选择空间:如加工硬质合金 材料,电源具有很强的针对性,对硬质合金材料的加工有损耗小、表面光洁度高、加工速度快等特点;特别注意的是,用我公司放电电源加工后的硬质合金表面,加工表面的变质层变化不明显,表面硬度(HRC)下降很小。 数控电源 项目 参数 电源输入规格 3~380V 50HZ~60HZ 最大加工电流 50A 总输入功率 9KVE 最佳表面粗糙度 Ra≤0.1um 最小电极损耗 0.05% 最高生产率 ≥500mm3/min 标准工艺 铜/钢、微细铜/钢、石墨/钢、铜钨/钢、微细铜钨/钢、铜钨/硬质合金、铜/铝、石墨/耐热合金、石墨/钛、创成加工铜/铜 插补方式 直线、圆弧、螺旋线、竹枪 各轴补偿 各轴分别进行步距误差补偿、间隙补偿 最大控制轴数 三轴三联动(标配),四轴四联动(选配) 各轴分辨率 0.4um 最小驱动单位 1um 输入方式 触摸屏,USB接口 显示方式 15”液晶屏(TFT-LCD) 手控盒 标准点动(多级切换)、辅助A0-A3 位置指令方式 绝对/增量兼用 输入范围 +0.9999.999-9999.999mm 放电加工条件登记功能 1000个条件(C000-C999) 偏置功能 1000个条件(H000-H999) 程序序列号 制定设定N000000000到N999999999 子程序嵌套级数 50 Q指令插入次数 8 坐标数 60 驱动方式 全数字交流伺服mm
重量
15000kg
最大控制轴数
三轴三联动(标配),四轴四联动(选配)
各轴补偿
各轴分别进行步距误差补偿,间隙补偿