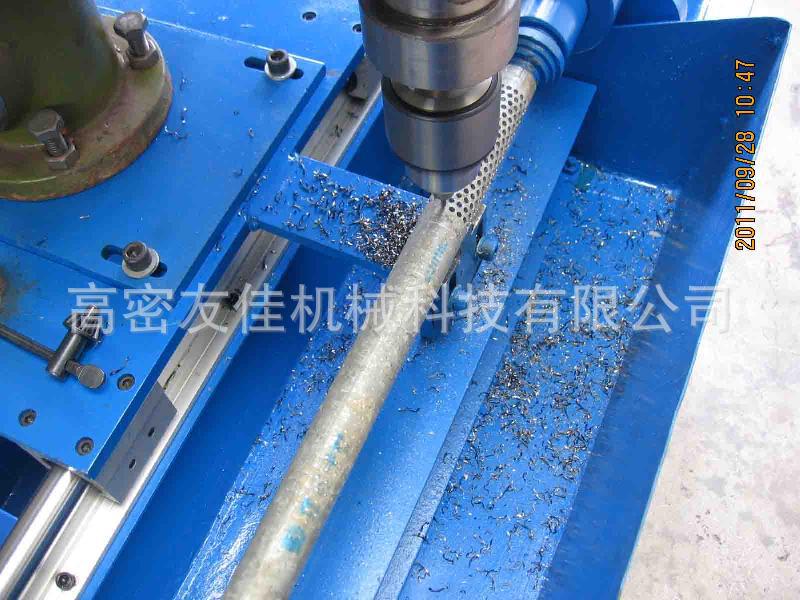
方管角钢槽钢H钢铝材型材圆管圆棒圆柱钻孔机,是专业解决五金类细长孔钻孔加工的创新产品。钻孔环节一直是困扰企业家们的难题,钻孔的质量和进度直接影响到产品的品质和交货期,也直接关系到企业的品牌和信誉。目前企业大多数采用人工钻孔的加工方式。随着人力成本的急剧上升和人员流动不断加强,企业面临有单无人做的窘境。自动化设备代替人工成为必然趋势,势不可挡。
市场上也出现所谓的自动钻孔机,通过我们对相关产品的使用者了解,它们普遍存在着速度慢,精度差,效率低,稳定性差,功能单一;尤其是调机麻烦,模具制作复杂,成本高,实用性不强等问题。不能真正解决企业的难题,甚至有些企业购买后弃之不用,当废铁处理……
数控钻孔可定制多轴钻孔机是在充分理解行业本质的基础上,博众家之长,合理运用高科技的手段,为市场贡献了能从根本上解决钻孔难题的实用性产品。工欲善其事必先利其器,我们坚信友佳品牌值得您的关注和使用,它将成为你事业上的好帮手,是您明智的选择。1.六轴联动控制卡配备自主研发的柔性加工制造系统,可以随时更新程序,拥有通孔、盲孔、多空,高低孔等常用钻孔程序,强大的系统支持及灵活的编程为产品的钻孔机铣削加工提供了良好的操作平台。
2.电脑实时监控钻嘴保护系统,卡料、空料、参数错误报警系统。
3.卡料、空料、参数错误报警系统。
3.驱动系统采用德国原进口的高精度数控马达,配合多档位等角度恒力矩细分驱动器,精度更高,速度更平顺,误差为±0.01mm。
4.电路控制使用世界领先科技带自我保护功能的进口模块式固态继电器,搭配原装进口的世界级元器件,使机器的性能更加稳定。
5.主轴采用精度更高,更稳定的电主轴技术,配备日本安川品牌的变频器,可根据实际组要随时调整电主轴转速,使系统运行更合理,效率更高。
6.加工尺寸(2-35mm),能完全满足行业产品加工尺寸的要求,特殊规格可定做。
7.采用全自动电脑调机方式,同时具备补偿值调节功能,使孔位调整更精准,更方便。孔位到边数可调范围(0-15mm),到底数可调范围(0-7mm)
8.报警功能强大、稳定,能真正意义上做到1人同时操作多台机器。提高效率,降低成本,提升企业竞争力。
9.可以通过有线或无线网络接口为客户的ERP或其他管理系统提供实时的生产参数,帮助企业更好的管理生产,降低成本,提高生产效率。
一、机床用处:
龙门数控钻床首要用于管板类零件的钻孔和轻铣。
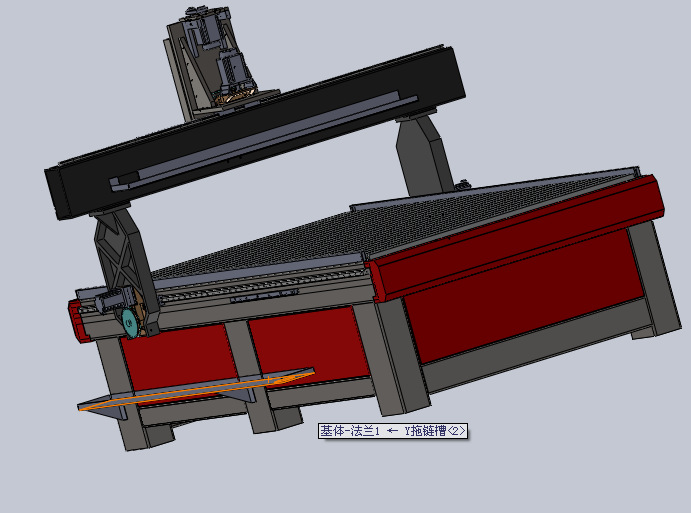
二、机床构造:
1、机床首要由床身、作业台、龙门、动力头、数控体系、冷却体系等有些构成。
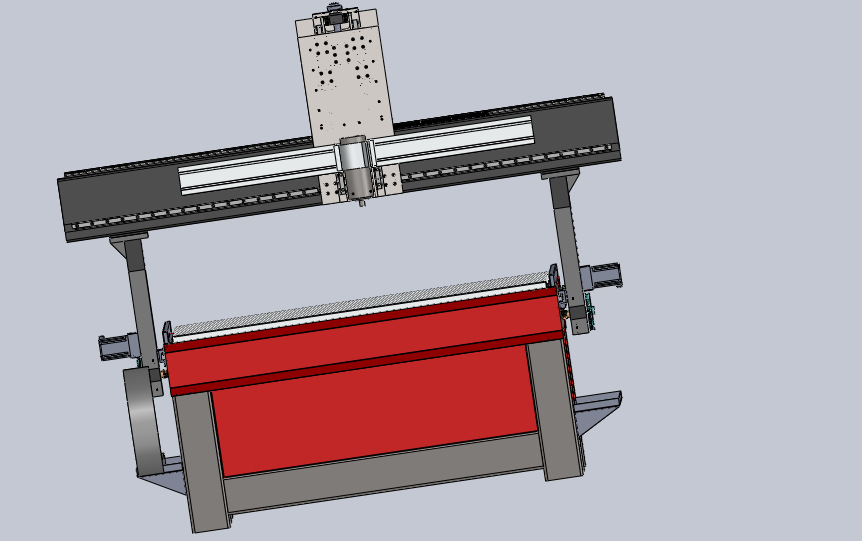
2、龙门数控钻床机床选用龙门移动,床身、作业台固定的方式。
3、床身、龙门为焊接件,加工前经高温退火,半精加工后二次退火去掉应力,然后再精加工,可确保机床精度安稳,床面采全体铸铁作业台精铣出T型槽,确保作业台面精度。
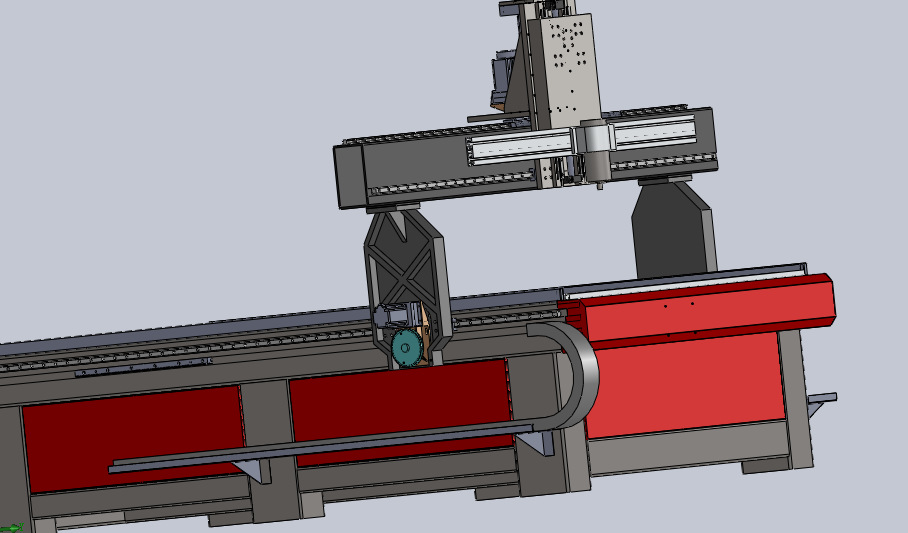
4、龙门数控钻床共有3个数控轴,床身上装有重型直线导轨,作业台可沿导轨作纵向运动(x轴),龙门横梁上也装有直线导轨,溜板可沿导轨作横向运动(y轴),溜板上装有滑块,动力头上装有导轨,动力头可在溜板上作笔直方向运动(z轴),x、z轴都选用数控电机加滚珠丝杠Y轴选用驱动。
5、动力头主轴选用精细钻床电主轴,变频主轴电机驱动,可依据需求无级调速。主轴可通过ER32夹头装夹钻头或铣刀,钻头摇摆可控制在0.002,精度更高,完结高速切削。
6、机床选用水冷,装备冷却液供给、收回、循环体系,装备主动油路光滑体系,确保直线导轨与滚珠丝杠的平稳持久有效作业。
7、数控选用众为兴专业钻铣雕琢体系,装备RS232接口和五颜六色显示屏,中文操作界面,可现场/外部USB输入工件,操作简洁,装备全数字高速手轮,使您的操作更方便快捷。
8、机床x、y轴导轨和丝杠都装备防护罩。X轴y轴装备风琴式防护罩。
9、为了确保机床的可靠性,要害件均选用进口优异品,见进口件目录。
三、有关技术参数:
最大钻孔直径.......................Φ1mm-Φ11mm(高速直柄麻花钻头)
最大钻孔直径.......................Φ14mm-Φ50mm(高速取芯钻头)
最大立铣直径.......................Φ18mm
主轴孔锥度..........................ER32
主轴最大行程........................550mm可依据客户需求定制
作业台面距主轴端面最大间隔..........400mm
主轴转速规模........................500-9000r/min
主轴转速级数........................12级(依据商品规格而定)
主轴定位精度........................0.1mm
主轴重复定位精度....................0.015mm
龙门行程............................依据商品规格而定
作业台面尺度(长×宽)...............依据商品规格而定
作业台最大载重(置中)..............1000kg
主电机功率..........................3.5-7.5KW
三轴疾速位移........................8000mm/min
机床外形尺度(长×宽×高)...........依据商品规格而定
四、钻床首要部件目录:
注:1.以上配套厂商为本公司定点供货商,遇有特殊情况供给不上时,双方协商经甲方
书面赞同,可采纳同级商品替代,但质量标准不低于上述供货商。2.详细装备也可依据用户需求做相应调整。
五、操作规程:
1、作业前仔细查看电网电压、油泵、光滑、油量是不是正常,查看压力、冷却、油管、刀具、工装夹具是不是完好,并作好机床的守时养护作业。
2、机床通电启动后,先进行机械回零操作,然后试运转5分钟,承认机械、刀具、夹具、工件、数控参数等准确无误后,方能开端正常作业。
3、仔细查验程序编制、参数设置、动作排序、刀具干与、工件装夹、开关保护等环节是不是彻底无误,避免循环加工时形成事端、损坏刀具及有关部件。严厉按操作流程进行试切对刀,调试完结后要做好程序保护作业。
4、主动循环加工时,应关好防护拉门,在主轴旋转同时需求进行手动操作时,必定要使自个的身体和衣物远离旋转及运动部件,避免将衣物卷进形成事端。
5、主轴或刀塔刀库装刀操作必定要在机械运动中止状态下进行,并留意和协作人员间的合作,避免呈现事端。在手动换刀或主动换刀时,要留意刀塔、刀库、机械手臂滚动及刀具等的设备方位,身体和头部要远离刀具回转部位,避免碰伤。对加工基地机床,还应留意查看刀库刀套号与刀具号间的对应联系,以避免刀库刀号紊乱形成换刀干与或加工撞刀事端。
6、工件装夹时要夹牢,避免工件飞出形成事端,完结装夹后,要留意将卡盘扳手及其它调整东西取出拿开,避免主轴旋转后甩出形成事端。
7、机床操作者应可以处理一般性报警毛病,若呈现严峻毛病、应敏捷断电、并保护现场,及时上报,并做好记录。
8、作业结束后,应将机床导轨、作业台擦洁净,并仔细填写作业日志。
六、保护修理:
意图:延伸元器件的寿数和零部件的磨损周期,避免各种毛病,进步数控钻床的均匀无毛病作业时间和运用寿数。
数控钻床运用中应留意的疑问
1、数控钻床的运用环境:关于数控钻床最佳使其置于有恒温的环境和远离轰动较大的设备(如冲床)和有电磁搅扰的设备。
2、电源请求
3、数控钻床应有操作规程:进行守时的保护、养护,呈现毛病留意记录保护现场等。
4、数控钻床不宜长时间封存
5、留意培训和装备操作人员、修理人员及编程人员
数控体系的保护
1、严厉遵守操作规程和平时保护准则
2、避免尘埃进入数控设备内:漂浮的尘埃和金属粉末简单导致元器件间绝缘电阻下降,然后呈现毛病乃至损坏元器件。
3、守时打扫数控柜的散热通风体系
4、常常监视数控体系的电网电压:电网电压规模在额定值的85%~110%。
5、守时替换存储器用电池
6、数控体系长时间不用时的保护:常常给数控体系通电或使数控钻床运转温机程序。
7、备用电路板的保护。
机械部件的保护
1、丝杠和导轨的保护
①守时查看、调整丝杠螺母的轴向空隙,确保反向传动精度和轴向刚度;
②守时查看丝杠支持与床身的衔接是不是松动以及支持轴承是不是损坏。如有以上疑问要及时紧固松动部位,替换支持轴承;
③选用光滑脂的滚珠丝杠,每半年清洁一次丝杠上的旧油脂,替换新油脂。用光滑油光滑的滚珠丝杠,天天机床作业前加油一次;
④留意避免硬质尘埃或切屑进入丝杠防护罩和作业过程中碰击防护罩,防护设备一有损坏要及时替换。
2、主动轴的保护
①守时调整主轴夹具的松紧程度;
②避免各种杂质进入冷却循环水箱。每年替换一次光滑油;
③坚持主轴与刀柄衔接部位的清洁。需及时调整液压缸和活塞的位移量;
④要及时调整配重。
气动体系的保护
1、铲除压缩空气的杂质和水分;
2、查看体系中油雾器的供油量;
3、坚持体系的密封性;
4、留意调理作业压力;
5、清洁或替换气动元件、滤芯。
三工位组合排钻为同一台机床山有三个动力头(钻孔动力头或攻丝机),一般适合于一个人可以操作三个工位进行钻孔或攻丝的场合, 可实现自动进刀钻孔或攻丝加工,可大大降低工人的劳动强度,还可配合多轴器等一次钻多个孔,大幅度提升钻孔攻丝的效率,应用也越来越广泛。
转盘式钻孔攻牙机具有以下特点:
1.采用转盘式的布局,可以一次性完成钻孔、倒角、攻丝等多道工序,提高生产效率。
2.多次工序一次性完成,减少产品装夹次数,降低产品碰伤的概率,使产品的外观更加完美。
3.采用高精度的动力头或攻丝机进行加工。生产出来的产品精度高,稳定性强。
4.多次工序一次性完成可以大大降低您的用电量。
5.对操作工的技术要求低,普工即可胜任。
转盘式钻孔攻牙机TAG:
钻孔攻牙机, 转盘式钻孔机, 自动钻孔机, 转盘式攻牙机, 自动攻牙机,
你可能也对以下产品感兴趣:
- 多工位组合钻床
- 多工位自动进刀钻床
- 钻孔攻丝非标自动化设备
- 非标自动化钻孔设备
- 转盘式自动钻孔机
- 4工位同时进刀自动钻床