超微粒钨钢铣刀涂层CNC数控球头刀R刀R0.5-R8.0

优吉寰科(上海)进出口有限公司
中国 上海
产品属性
图文详情
品牌推荐
品牌
G-star
型号
各种型号
类型
球头铣刀
结构
整体式
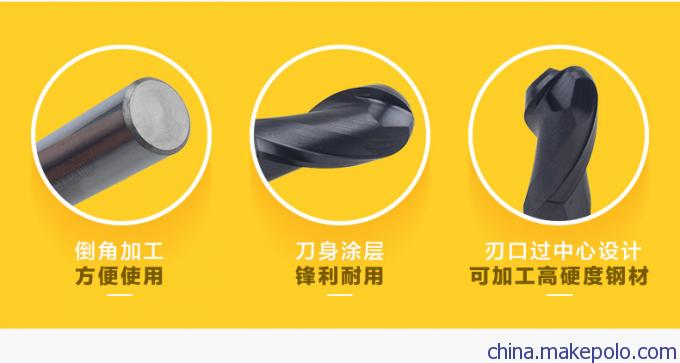
材质
钨钢
涂层
是
进口
是
是否标准件
否
加工定制
是
表面处理
涂层过
刀模厚度
根据规格而定mm
适用范围
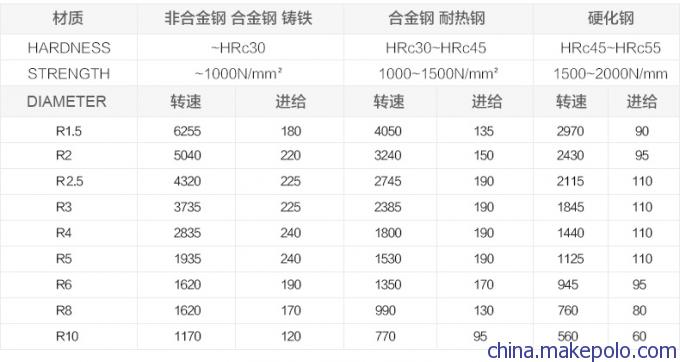
能对55度的以下热处理材料直接进行加工
规格尺寸
各种规格mm
重量
1.5kg
颗粒度
0.6UM
适用材料
铜,不锈钢,合金钢,工具钢,调质钢,碳素钢,铸铁,热处理淬火钢材
主要特性
具有较高的耐磨性和强度
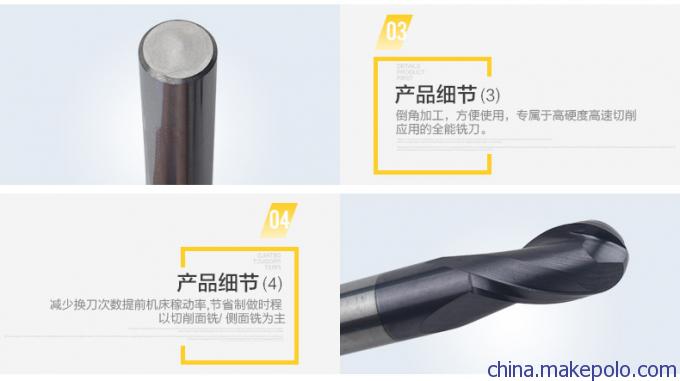
2刃
以切削沟槽为主
4刃
以侧铣及面铣为主