1.漆包线定义:
漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆,烘焙而成。

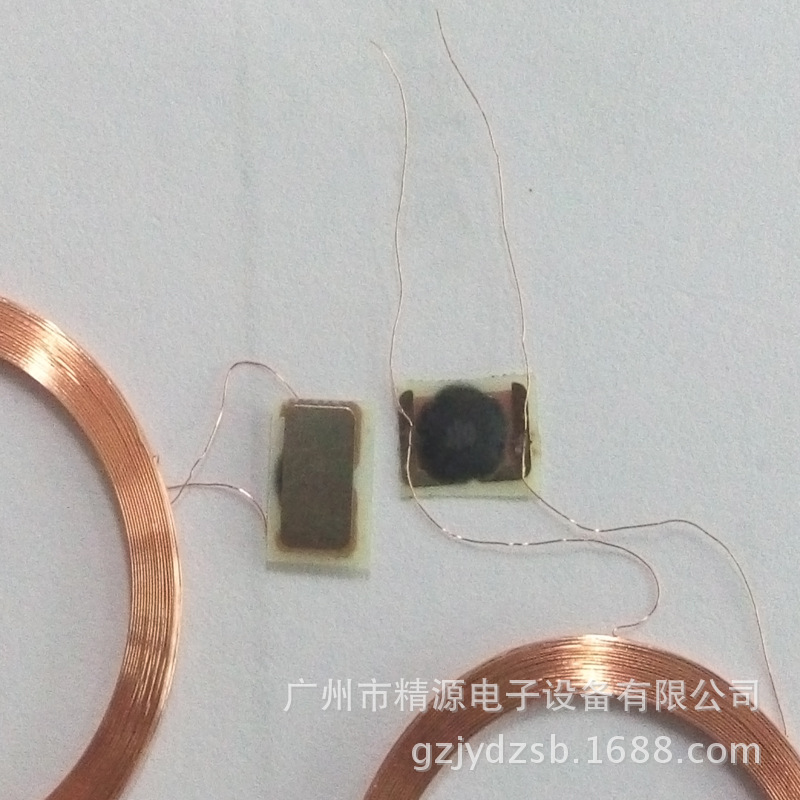
图1 焊头结构(分别为:片式、柱状连体、柱状分体)
2.漆包线种类
2.1按绝缘材料分
2.1.1缩醛漆包线:聚乙烯醇缩甲醛和聚乙烯醇缩乙醛两种。耐温120度。
2.1.2聚酯漆包线:以对苯二甲酸二甲酯为基的聚酯漆包线漆。耐温130度。
2.1.3聚氨酯漆包线
2.1.4改性聚酯漆包线。耐温155度。
2.1.5聚酯亚胺漆包线
2.1.6聚酯亚胺/聚酰胺酰亚胺漆包线。耐温200度。
2.1.7聚酰亚胺漆包线。耐温220度。
2.2 漆包线按用途分类
2.2.1一般用途的漆包线(普通线):主要用于一般电机、电器、仪表、变压器等工作场合的绕组线,如聚酯漆包线、改性聚酯漆包线。
2.2.2耐热漆包线:主要用于180℃及以上温度环境工作的电机、电器、仪表、变压器等工作场合的绕组线,如聚酯亚胺漆包线、聚酰亚胺漆包线、聚酯漆包线、聚酯亚胺/聚酰胺酰亚胺复合漆包线。
2.2.3特殊用途的漆包线:是指具有某种质量特性要求的、用于特定的场合的绕组线,如:聚氨酯漆包线(直焊性),自粘性漆包线。
2.3 按用途分:铜线、铝线、合金线。
2.4按材料形状分:圆线、扁线、空心线。
2.5按绝缘厚度分
2.5.1圆线:薄漆膜-1、厚漆膜-2、加厚漆膜-3(国家标准)。
2.5.2扁线:普通漆膜-1、加厚漆膜-2。

图2 参数示意图
3. 漆包线焊接原理
漆包线焊接采用专用焊头(图1),利用电流流过焊头产生的电阻热,首先脱去漆包线表面的绝缘漆,随后将热量传到焊盘上熔化焊锡,焊锡与铜线依据钎焊原理形成焊接接头。当焊盘表面不是焊锡而是其它物质(如镍)、或不存在其它物质时,要求的温度较高。
焊头的形状(电阻分布)、电流和时间影响产生的热量。
压力、焊头表面与漆包线的接触情况,影响焊头热向漆包线和焊盘的传热量。
漆包线和焊盘不同时,对热量的需求量是不一样的,需要合适的焊头、以及需要适当的电源输出电流、通电(脉冲)时间与之相匹配。产品需要热量大,焊头的截面、电源的输出就要大,才能保证足够的热容量。
一般来说,片式焊头需要的能量较高;柱状连体的热量集中在尺寸较小的焊头头部;柱状分体的发热集中在两片接触区域,能量比较集中,需要输入能量较小,适合焊接焊盘较小的零件。
焊头截面过小或接触不良,保证焊好所需要的焊头温度必然偏高,会加速焊头损坏。
4. 漆包线焊接质量影响因素
焊接电源输出不稳定;
焊接工艺参数不佳;
焊头安装问题,包括倾斜角、不稳(晃动)或压缩行程过大等;
机头压力偏低或不稳定,导致接触不良,热量不能稳定传导到焊接区域;
机头随动性不好,焊接过程中漆包线变形时,焊头接触面不能快速跟随。需要有合适的推动力和尽量小的阻力(摩擦力,连接导线的阻力);
焊头表面赃,影响传热;
工件表面存在其它异物;
焊接位置偏离,线放偏;
焊头磨损严重等。
5. 漆包线焊接的工艺参数设定问题
(1)控制模式(恒流与恒压)
恒流模式(III):流过焊头的电流始终保持不变,随着焊接次数增加,焊头磨损或烧损导致截面减小,电阻增大,焊头温度会增加,一方面影响焊接质量,也加速焊头损坏。
恒压模式(UUU):施加在反馈测试端的电压始终保持恒定,电极磨损或烧损导致截面减小时,焊头上的总能量不会增加,有利于延长焊头寿命。
通常情况下保证焊接质量有一个适合的能量范围(工艺窗口),每次焊接只要处在工艺窗口内,就可以获得合格的质量。
要求恒压模式的电压反馈点尽量接近焊头,效果会更好。
(2)多脉冲与单脉冲
焊接过程中,热量首先脱漆,然后熔化焊锡,最后焊锡在铜线表面形成合金化连接。加热过程需要适应这一过程。
建议第1脉冲(第1段,t3t4)加热快速(电压设置高)一些,有利于快速脱漆。调节工艺参数时,可以将后两段加热关掉(时间设为000),来观察脱漆效果。
第2脉冲(t6)用于产生一定的热量,熔化焊锡。为了避免过热,能量需要适当,保持焊头温度,不会快速升高。
第
3脉冲(t8t9),需要改善焊接结合的合金化效果时,加小一些的能量保温。可以不用(时间设为000)。
t5和t7为脉冲之间的间隔,建议设为000-020,用于平衡传热和避免焊头温度过高。
压好再给启动信号的应用情况(自动化,机头内触发开关),t1、t3设为000;自动控制抬起时,t10设为000;t0设100左右即可。
特别提示:t3,t4,t6,t8,t9时间单位为逆变周期(4kHz,1/4ms),换算为毫秒(ms)要除以4。例如设定为036时,实际时间为36/4=9ms。

图3 2次脉冲加热下的温度(T)变化过程示意图
(3)软规范与硬规范(时间长短)
软规范:较长的时间,电压(或电流)设定较小。达到相同的温度需要时间较长。优势:加热柔和,对工件热冲击小;劣势:热量向周围散失较多,焊头过热(热积累问题较严重),工件加热范围过宽。(调整之前大约100ms,电压0.8V)
硬规范:较短的时间,电压(或电流)设定较大。达到相同的温度需要的时间较短。优势:加热快速,热量向周围散失少,有利于避免焊头过热(热积累影响较小),工件加热集中。劣势:高温冲击较大,焊头局部过热。(新调整采用硬规范,时间两脉冲总计21ms(4,40,40),电压1.5V、1.4V)

图4 硬规范与软规范温度过程对比示意图
特别提示:规范太硬(时间太短)时,在焊头上局部(开缝的底部)热量集中严重,会加速该部分的烧损。
参数设定,可以观察空焊时焊头发红的部位,微红部分以集中在端部为宜。焊头发红严重(发亮)不利于焊头寿命。(建议固定每段时间30-50,调整电压给定值观察焊头发红情况)
焊头发红合适,剩下的问题是机械、材料和接触状态的问题。
(4)热积累
机器停止工作一段时间之后,焊头和焊头座冷却回到室温(或较低温度),此时机器以一定的节拍开始工作,焊头和焊头座温度会逐渐升高,直到一定的平衡温度,为热积累。该平衡温度与输入能量、节拍快慢、周围散热条件相关。
热积累的影响:由冷态到温度平衡态的热积累过程中,焊头温度是逐渐升高的。在输入相同的能量(例如恒功率,PPP模式)时,由于焊头起始温度不同,最高温度会逐渐增加,表现为焊头越来越热(红)。对焊接质量,使用相同的热输入,保证后来焊得好时开始可能焊不好,开始焊得好后面可能过热。
使用恒流(III)模式时,材料的电阻率随着温度升高而增加,电阻增加,产生的热量H∝I2Rt增大,热积累问题比较大。
采用恒压(UUU)模式时,产生热量H∝U2/R*t有所降低,与较高的基础温度综合作用下,热积累的影响得到改善。
建议改善热积累影响的措施:
采用恒压模式
焊头座水冷
采用多组启动,输入能量递减(递减规律根据节拍与散热优化)
电源递减功能(需要可靠识别开始焊接点)
开始焊接时空启动一定次数等
采用恒压模式会有明显改善,热积累次数大约在数点范围且不会很大,建议通过观察找出规律,反馈给技术人员和供应商。
(5)焊头表面清洁
焊头使用过程中,由于绝缘漆和材料表面的其它物质(例如助焊剂)的影响,表面会变脏。表面赃物影响焊头的热量向焊接区域传递,导致焊接不良。在焊接一定次数后(实验获得的最低次数),需要对焊头表面进行清洁。
注意清洁方法正确,不要破坏焊头结构,不要给焊头寿命带来较大的影响。
设备参数(工艺参数)调整的不同带来焊头磨损和质量稳定性有差异。原来采用较长的焊接时间,或采用恒流模式,带来了一些焊接问题,建议采用恒压模式,采用较短的焊接时间(硬规范)。对特定的产品,需要对工艺做一定的调试并不断优化,达到越来越好的效果。提供的设备有较丰富的功能和调整空间,有利于焊接工艺的优化,取得更佳的焊接效果。
智能卡/IC芯片/JYD系列漆包线微电子点焊机焊接实例: 工件样品免费焊接 广州精源电子设备有限公司在工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具(还可根据产品设计夹具),无论贵司有任何产品存在焊接难点问题,都诚恳的欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师30年的“电阻焊研究”和对焊接工艺的深度理解,完全有可能助你找到最佳的焊接解决方案。 JYD系列漆包线微电子点焊机其它领域的应用: 非接触式IC卡自动化点焊电源(智能卡自动焊接设备焊接电源)、电池自动化点焊电源、微型电机自动化点焊电源、电容器自动化点焊电源、电光源自动化点焊电源、低温保险丝自动化点焊电源、电感自动化点焊电源、电声自动化点焊电源、卷钉自动化点焊电源、五金自动化点焊电源、振动马达自动化点焊电源等等。 联系人:陈土应 手机:13640242026(微信) 电话:(8620)-82222862 传真:(8620)-82227112 经营地址:广州市高新技术产业开发区科学城开源大道188号B栋6楼