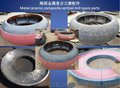
DJM 陶瓷金属复合立磨备件(辊套与磨盘)技术介绍
DJM
Meatl ceramic composite vertical mill spare parts (roller and pan) technology
introduction
由于立磨的低能耗,新建的大型水泥生产线基本均采用立磨作为生料磨/煤磨,甚至水泥磨,最大的立磨产量可达600-700吨/小时,而对立磨中备件即辊套与磨盘要求具有防断裂的可靠性及抗磨损的耐磨性。通常辊套与磨盘所采用的合金有4类,即:Mn钢、NihardIV合金、高Cr合金、Hardfacing(表面堆焊)。虽然从Mn钢至表面堆焊,其材料硬度越来越大,耐磨性提高,但同时其脆性也大大增加,断裂的危险性也越来越大。因而如何选择具有高耐磨性但又咳防止断裂的材料成为决定立磨备件材料的重要决定因素。
一般LM,ZGM,HP和CKP立磨的辊子为一个整体,一般原设备制造商均采用高Cr合金铸造,其断裂的危险较大,耐磨寿命自然较低。针对这一情况,DJM 选用铁基陶瓷复合材料,
即辊子的基体采用塑性铸铁或高铬铸铁,其有一定的弹性伸长,因而具有抗断裂的完全安全性,同时在基体上嵌铸具有高耐磨性的陶瓷加强筋,因而大大提高辊子的耐磨性。由于其完全抗断裂的性能,这种辊子的磨损后重量甚至可以为初始重量的30% - 40%,而Mn钢或NihardIV合金一般为50 – 60%,而这种加强筋的设计使得即使在加强筋上出现裂纹,也不会扩展至基体,因而完全不影响耐磨使用寿命。另外,这种设计也使得磨损更为均匀,在整个寿命期内产量更为稳定,避免了高铬辊子通常出现的大波纹磨损及大直径端的尖角形成。陶瓷复合材料辊子的寿命与一般高铬辊相比,寿命可达1.5–2倍以上。
针对MPS、ATOX和RM立磨的陶瓷复合材料技术及高Cr材料,一般MPS立磨、ATOX和RM立磨的辊套由数块组成。这类辊套的断裂危险性不大,最主要的因素为其耐磨性即耐磨寿命,一般原设备制造商均采用NihardIV合金或高Cr合金。为进一步提高其耐磨寿命,DJM 选用高Cr陶瓷复合材料,即在高Cr材料表面注入陶瓷颗粒形成陶瓷金属复合材料层,这层复合层的耐磨性能可达高Cr材料的3 – 4倍,同时这一复合层的厚度可制成达到原备件厚度的1/3,并可根据原磨损曲线有针对性的制作,即使某些颗粒出现裂纹,也只局限于颗粒本身而不扩展至基体。金属陶瓷辊套和衬板磨煤时平均磨损量(磨损深度)每1000小时为2-4mm,而高铬辊套和衬板磨煤时平均磨损量(磨损深度)每1000小时为5-9mm,金属陶瓷辊套使用到15000小时左右,其最大磨损量(磨损深度)在43mm~46mm,磨辊中线处磨深只有15mm左右, 金属陶瓷辊套单面使用寿命是高铬产品的2倍以上,金属陶瓷衬板是高铬产品的三倍以上。