喷涂专用:
瓷砖专用UV漆,漆膜平整光滑,手感好、硬度高。饱和度好完全固化后无气味,适合于家具墙脚线瓷砖,大量供应,技术稳定,并可以根据客户的要求及生产设备定制uv漆,真诚期待与您合作!
适用于陶瓷、瓷砖、玻璃、人造石表面,以及各类涂层、油墨表面,应用场所包含但不限于以下产品:
陶瓷、人造石喷绘转印表面
硅钙板及其他板材的喷绘转印表面
无机底材转印表面
金属喷绘、转印表面
水贴纸、水转印、热升华转印表面等。
瓷砖种类,按其制作工艺及特色可分为釉面砖、通体砖、抛光砖、玻化砖等。

瓷砖工艺不同,在制作瓷砖背景墙时的工艺也略有不同。

A通体砖: 通体砖的表面不上釉,而且正面和反面的材质和色泽一致。通体砖比较耐磨,可分为防滑砖、抛光砖和渗花通体砖。适用范围被广泛使用于厅堂、过道和室外走道等地面,一般较少使用于瓷砖背景墙的制作。
![]()
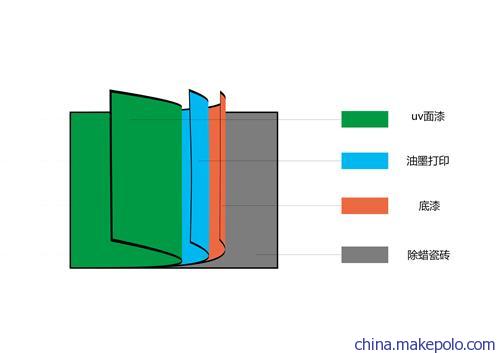
建议背景墙施工工艺:
1.除蜡、除油(如没有可省略,除蜡可使用专业除蜡剂或白水泥)
2.喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透)
3.油墨打印
4.喷涂/淋涂uv高光面漆,喷涂工艺需红外流平60℃ 2分钟,uv固化。(淋涂不需红外流平)
B釉面砖: 釉面砖就是砖的表面经过烧釉处理的砖。一般来说,釉面砖比抛光砖色彩和图案丰富,同时起到防污的作用。但因为釉面砖表面是釉料,所以耐磨性不如抛光砖。分类按原材料分为陶制釉面砖和瓷制釉面砖。
![]()
建议背景墙施工工艺:
1.除蜡、除油(如没有可省略,除蜡可使用专业除蜡剂或白水泥)
2.喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透)
3.油墨打印
4.喷涂/淋涂uv高光面漆,喷涂工艺需红外流平60℃ 2分钟,uv固化。(淋涂不需红外流平)
C抛光砖: 抛光砖就是通体砖经过打磨抛光后而成的砖。相对于通体砖的平面粗糙而言,抛光砖就要光洁多了。。在运用渗花技术的基础上,抛光砖可以做出各种仿石、仿木效果。分类可分为渗花型抛光砖、微粉型抛光砖、多管布料抛光砖、微晶石。这种砖的硬度很高,非常耐磨.
![]()
建议背景墙施工工艺:
1. 除蜡、除油(如没有可省略,除蜡可使用专业除蜡剂或白水泥)
2.喷砂(不可省略此步骤)
3.喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透)
4.油墨打印
5. 喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透),此步骤适于高品质高耐候性产品应用,根据客户需求,此步骤可省略。
6.喷涂/淋涂uv高光面漆,喷涂工艺需红外流平60℃ 2分钟,uv固化。(淋涂不需红外流平)
D玻化砖: 玻化砖是由石英砂、泥按照一定比例烧制而成,然后经打磨光亮但不需要抛光,表面如玻璃镜面一样光滑透亮,是所有瓷砖中最硬的一种。玻化砖在吸水率、边直度、弯曲强度、耐酸碱性等方面都优于普通釉面砖、抛光砖及一般的大理石。但是玻化砖也不是完美的,它的缺陷就是经过打磨后,毛气孔暴露在外,灰尘、油污等容易渗入。

![]()
建议背景墙施工工艺:
1. 除蜡、除油(如没有可省略,除蜡可使用专业除蜡剂或白水泥)
2.喷砂(不可省略此步骤)
3.喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透)
4.第二遍喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透),固化后表面无砂眼针孔即可,如有砂眼针孔,需继续重复此步骤。
5.油墨打印
6. 喷涂/辊涂uv强附着力涂层,红外流平60℃ 2分钟,uv固化(照灯5~10秒即可,无需完全干透)。
7.喷涂/淋涂uv高光面漆,喷涂工艺需红外流平60℃ 2分钟,uv固化。(淋涂不需红外流平)
欢迎广大客户来电垂询,电话13964175766 王经理


