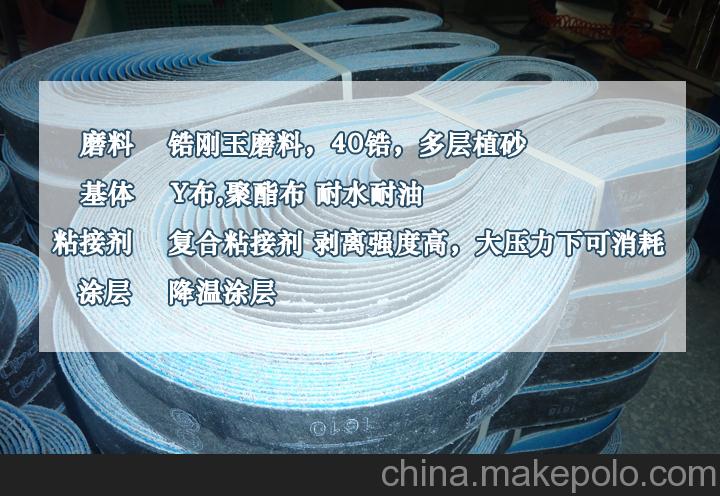
重磨削的锆刚玉砂带 焊缝打磨取平40#砂带Y57

专业解读
1. 在大压强条件下,磨削不锈钢,合金钢的铸件、浇口、毛刺、去氧化皮
2. Y57只有40#,相对Y53来讲,在磨大浇口,或磨削较大接触面积工件时,能体现效率和锋利。在小浇口或小面积接触面时,不一定。 3. 虽然笼统的讲,Y57锋利,Y53耐磨,只在40#区分,但有例外案例,还有待总结,实践出真知 4. 从微观原理来讲,在任何压强下,锆刚玉都比煅烧刚玉锋利 5. 在大压强下,当接触点温度超过400℃,体现相对于棕刚玉、煅烧刚玉的耐磨。粒度40#以粗体现在3-5倍很明显,80#(含)以细,因为磨削接触点温度400℃以上太短,耐磨的优势体现的不充分,温 度400℃以上,锆刚玉进入破碎区间。 6. 在压力不足时,随着磨耗,接触面增大,刚玉会出现打不动的情况,而煅烧刚玉会沿缺陷破碎,及时牺牲了。 7. 在小压力时,锆刚玉、煅烧刚玉都凭原始的锋利磨,都不能破碎,都只用个砂尖就结束工作,这时也是锆刚玉锋利,也耐磨些,合算不合算,由现场其它条件决定。


Y57标准化 50mm×2108mm