更多
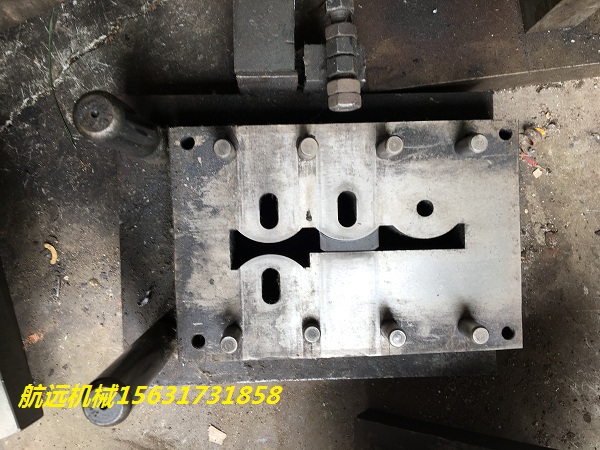
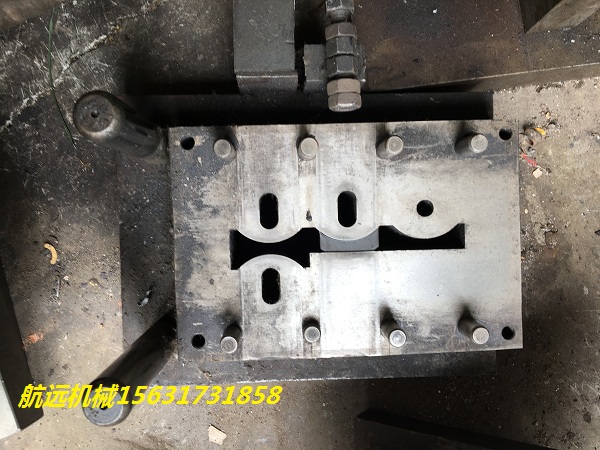
冲床模具,五金配件模具加工,模具价格物优价廉
1台起批
¥
1300
点此议价
河北航远机械设备有限公司
中国 沧州
全部商品
查看联系方式
产品属性
图文详情
品牌推荐
品牌
航远机械
型号
冲压模具
适用行业
多种适用
工艺性质
冲裁模
工序组合类型
级进模/连续模
质量体系
ISO9001
加工定制
是
使用寿命
根据工作量
规格
冲床模具
适应范围
通用
包装
电议
运输
快递或物流
冲压模具拉伸模具冲孔模具连续模具成型模具,冲压模,冲床模具的使用(1)凸模磨损太快主要原因:①模具间隙偏小,一般建议模具总间隙为材料板厚的20%~25%。②凸凹模具的对中性不好,包括模座和模具导向组件及转塔镶套精度不足等原因造成模具对中性不好。③凸模温度过高,主要是由于同一模具连续长时间冲压造成冲头过热。④模具刃磨方法不当,造成模具退火,磨损加剧。⑤局部的单边冲切,如步冲、冲角或剪切时,侧向力会使冲头偏向一边,该边的间隙减小,造成模具磨损严重,如果机床模具安装精度不高,严重的会使冲头偏过下模,造成凸模和凹模损坏。(2)模具带料问题模具带料会造成废料反弹,其相关因素:①模具刃口的锋利程度,刃口的圆角越大,越容易造成废料反弹。②模具的入模量,机床每个工位的入模量是一定的,模具入模量小,容易造成废料反弹。③模具的间隙是否合理,如果模具间隙不合适,容易造成废料反弹。④被加工板材表面是否存在较多的油物。⑤弹簧疲劳损坏。防止模具带料的方法:①使用专用的防带料凹模。②模具经常刃磨保持锋利,并退磁处理。③增大凹模间隙。④采用斜刃口模具代替平刃口模具。⑤模具安装退料器。⑥合理增大模具的入模量。⑦检查模具弹簧或卸料套的疲劳强度。(3)模具对中性问题模具在使用中容易发生冲芯各侧位置的磨损量不同,有的部分有较大划痕,磨损较快,这种情况在细窄的长方模具上特别明显。该问题主要原因:①机床转塔设计或加工精度不足,主要是上下转盘的模具安装座的对中性不好。②模具的设计或加工精度不能满足要求。③模具凸模的导套精度不够。④模具间隙选择不合适。⑤模具安装座或模具导套由于长期使用磨损造成对中性不好。为防止模具磨损不一致,应:①定期采用对中芯棒对机床转塔和安装座进行对中性检查调整。②及时更换模具导套并选用合适间隙的凸凹模具。③采用全导程模具。④加强操作人员的责任心,发现后及时查找原因,避免造成更大损失。(4)特殊成形模具使用为满足生产需要,经常需要使用成形模具或特殊模具,主要有桥形模具、百叶窗模具、沉孔形模具、翻孔攻螺纹模具、凸台模具、拉伸模具、组合式模具等,使用特殊或成形模具可以大大提高生产效率,但是成形模具价格较高,通常是普通模具的4~5倍。为避免失误,应注意和遵循以下原则:①模具安装时进行方向检查,确保模具凸凹模安装方向一致。②根据要求正确调整模具的冲压深度,每次调整最好不超过0.15mm.③使用较低的冲切速度。④板材要平整无变形或翘起。⑤成形加工位置应尽量远离夹钳。
模具的存放
1、用干净抹布把上模套里外擦干净,上油防锈,防尘,以防止模具锈蚀出现咬死;
2、存放时小心表面不要出现碰伤产生刮痕或凹痕,最好放置在专用的模具管理柜内。
、使用前准备
1、使用前彻底清洁上模套,装配前彻底清洁每一个配件,内外加上润滑油;
2、仔细检查冲头、导套、下模等滑动配合件是否有碰伤或者毛刺,如有需要用细油石轻轻去除;
3、大工位冲头安装时要调正方向,滑配进入导套,正确定位后锁紧吊装螺栓,必须使用专用拆装工装大力锁紧。
、模具安装入转塔
1、清洁转塔孔的内壁和键槽并上清机油;
2、调整上模导套的键槽,使之与转塔孔的键吻合;
3、将上模导套垂直地插入转塔孔,小心不能有任何倾斜,上模导套靠自身重量滑入转塔孔;
4、如果上模导套向一边倾斜,可用尼龙锤之类的软材料工具把它轻轻敲正,重复敲击直至上模导套依靠自身重量滑入正确位置。
5、注意:不能用力于上模导套外径,只能轻敲模具打击头顶部,以免损坏转塔孔。
详情咨询河北航远机械有限公司24小时销售电话15631731858或登录欢迎您的来电选购!
冲床模具,五金模具,模具价格
¥1000元/件
冲压模具,拉伸模具,汽车模具
¥1000元/件
冲床模具,五金配件模具加工,模具价格物优价廉
¥1300元/头
五金模具,不锈钢冲压模具,冲压件加工
¥500元/台
冲压模具,冲床模具,模具价格
¥200元/件
烧纸模具,纸钱模具,冲压模具
¥500元/套
通用机械设备
>
模具
>
冲压模/冲模
>
获取验证码
允许同品行业优质供应商联系我
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。
关闭
登录
|
注册
首页
|
我的马可
触屏版
电脑端
马可波罗版权所有1999-2020