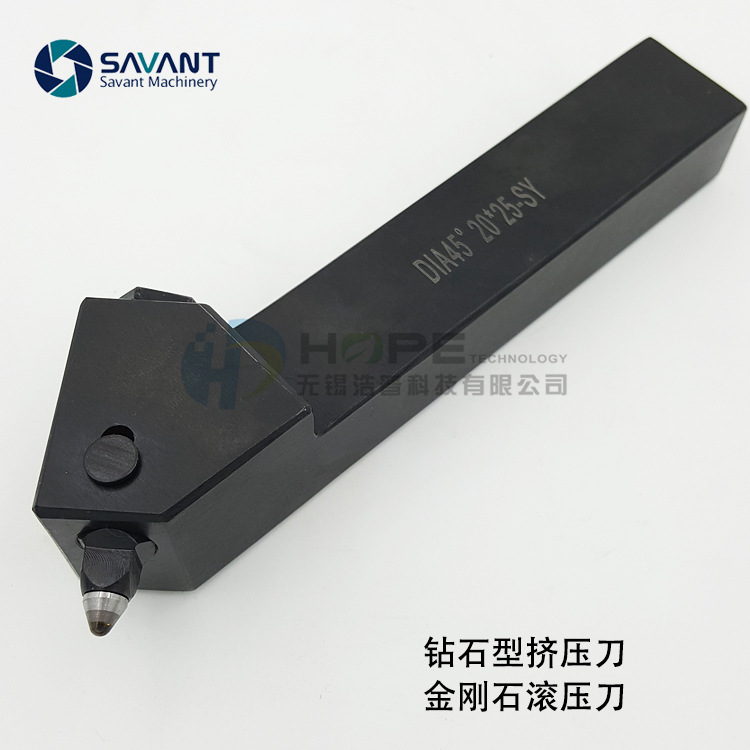
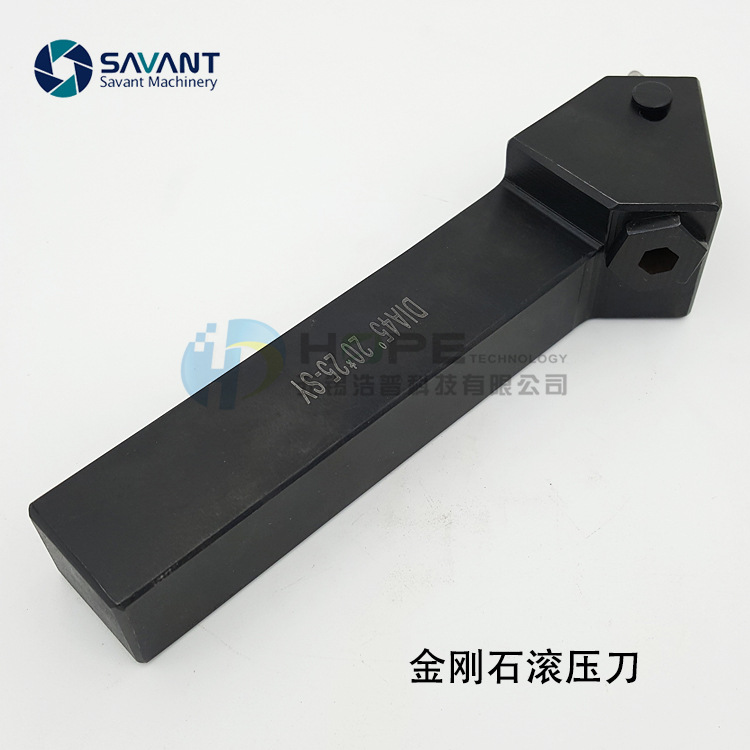
赛万特金刚石高精度内圆滚压刀
品牌 : Savant
该款刀具在工件表面硬度大于40HRC适用。
1,金刚石滚压刀具提供镜面滚压加工
2,金刚石滚压刀具加工后的公差的一致性
3,金刚石滚压刀具是单程操作
4,金刚石滚压刀具加工可以减少返工和报废
5,金刚石滚压刀具可以多用途(用于不同的机床)
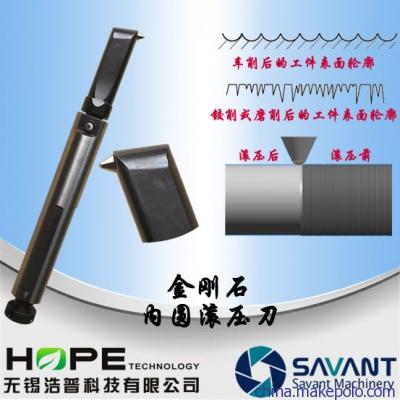
加工是一种无切屑加工,通过一定形式的向工件表面施加一定压力。在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的。

Savant(赛万特)金刚石滚压刀系列滚光刀特点在于快速提高工件表面精度和镜面效果,适合加工硬度在HRC40-HRC60的工件,随着材料的更新,目前Savant(赛万特)金刚石滚压刀也可以加工软材料,比如普通钢件、铝件等。
Savant金刚石滚压刀可以在数秒内使表面达到高光镜面要求,适用于各种轴类机械零件及模具行业。
(相关视频可以问客服要!)
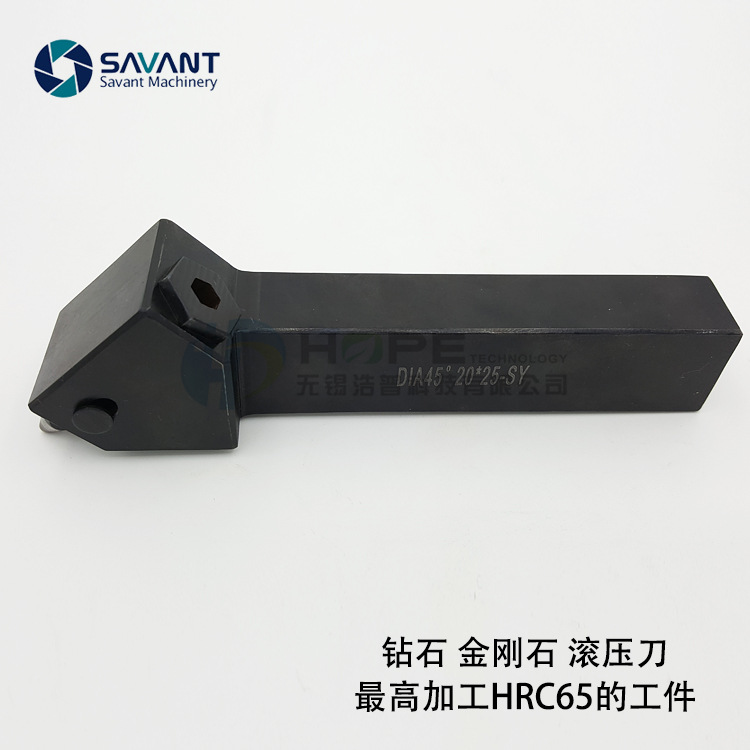
针对淬火件 锻打件 高硬度材料 HRC40以上的材料
钻石滚光刀适用于多种零件结构:
~滚光内径(内孔)
~滚光外圆(外径)
~滚光端平面
~滚光圆锥面
~滚光球形表面和曲面
~滚光圆角和斜角
钻石滚光原理:
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀痕迹,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀痕迹的高点流入到低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的疲劳强度。要达到挤光效果,工件的上一道切削工序表面光洁度应约为Ra3.2um以内。
使用金刚石滚压刀的优点:
1)提高表面粗糙度
2)一般变化量会在1丝左右
3)表面硬度提高
4)疲劳寿命提高
5)取代了传统的二次加工,比如打磨抛光珩磨 研磨
6)比研磨珩磨操作更光洁环保,不产生切削碎料
7)减少摩擦,噪音水平降低,抗腐蚀防锈能力增加
8)消除刀具残留痕迹和微小的表面缺陷
9)与其他抛光镜面工艺相比,具有生产效率更快,成本更低,尺寸精度控制和终饰及加工硬化数秒完成
Savant(赛万特)金刚石滚光互换性
金刚石头及弹簧是Savnat(赛万特)品牌的标准件。
外径金刚石滚光刀
加工位置轴类外径及端面
标准柄部25mm
使用参数(以下参数请根据实际加工中具体情况而定)
工件余量 0.01mm
滚压量 0.01-0.5mm(单边)
润滑乳化液或油;经过过滤的润滑剂(< 40 μm)可提高表面质量和刀具寿命。
上道工序表面 表面粗糙度达到Rz 15 μm以下
工件硬度HRC65一下
切削速度100m/min
进给速度0.05-0.2mm/rev
加工前注意事项
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。



