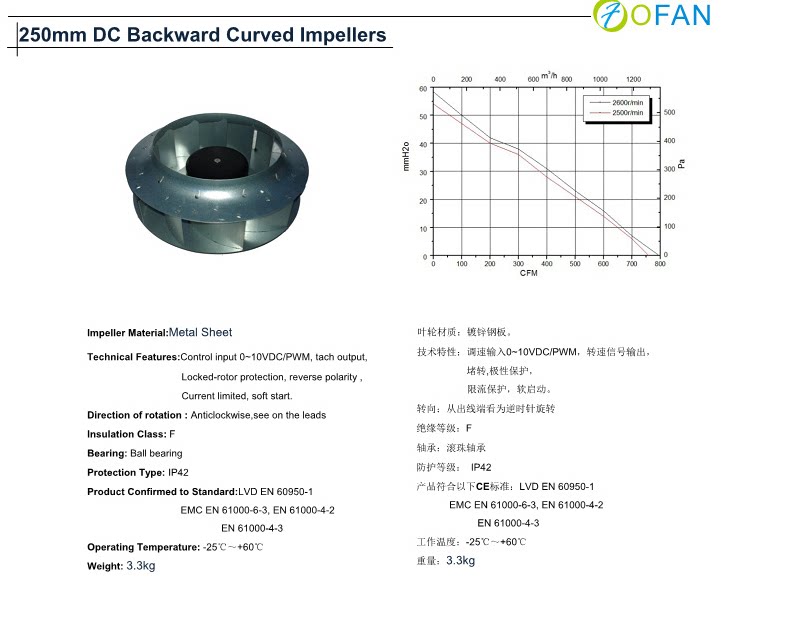
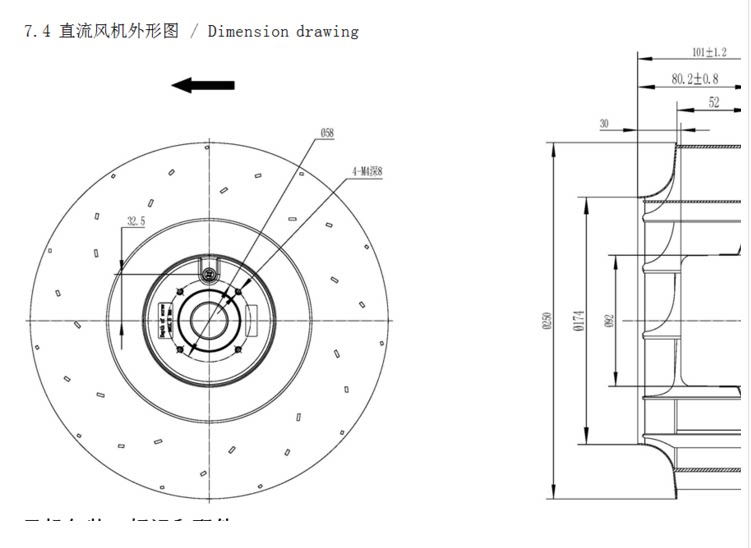
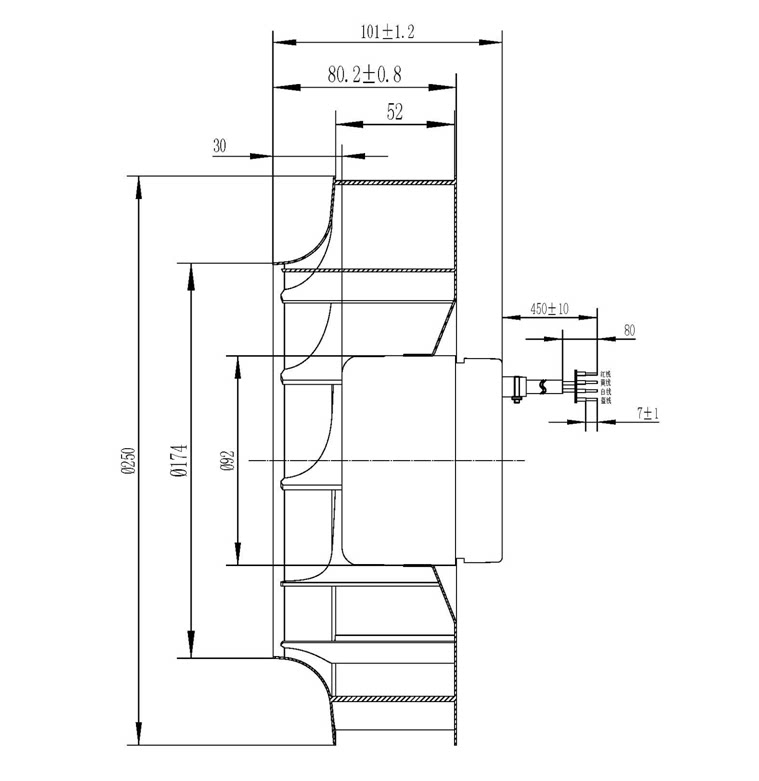
电动扫地车风机直径250mm直流后倾式离心风机环卫车风机吸尘风机,
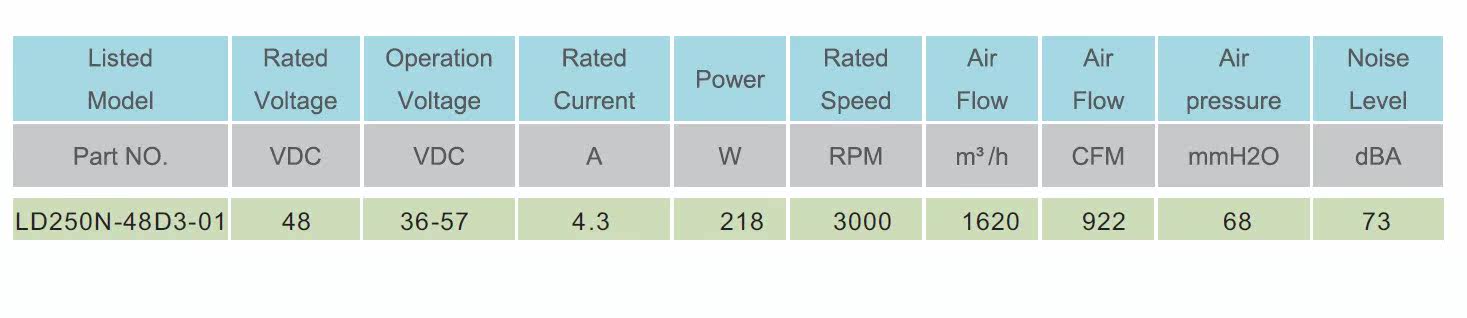
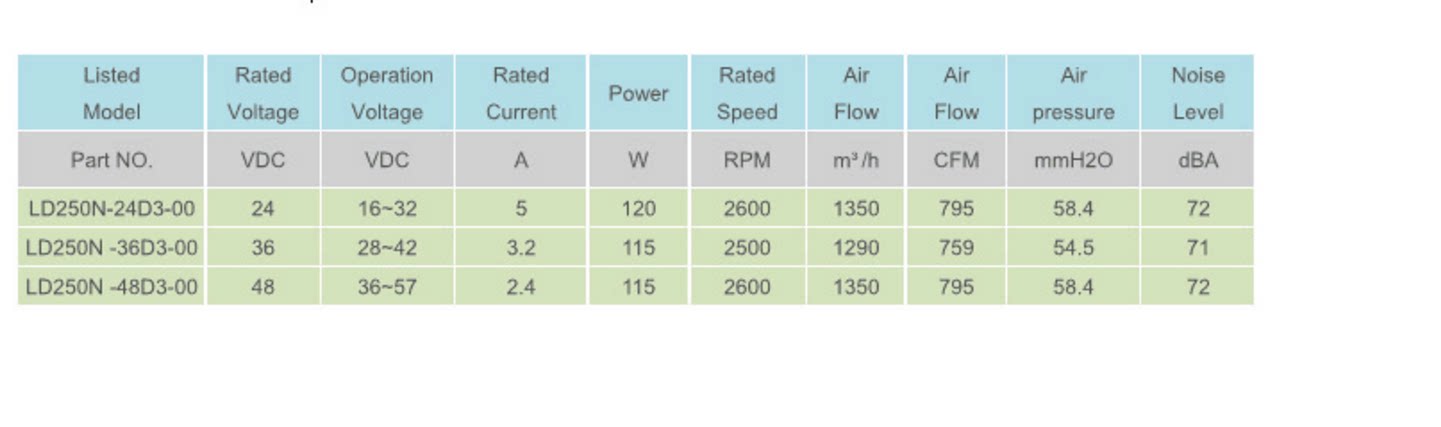
型号有:LD250N-24D3-00,LD250N-36D3-00,LD250N-48D3-00.LD250N-48D3-01, 四款,LD250N-48D3-01此款大功率需要定制,无现货!
请买家下单时注意 。如有需要请联系客服详谈。谢谢!!!

电刷镀 编辑
又称金属笔镀或快速电镀。借助方法,以浸满镀液的镀笔为阳极,使金属离子在(工件)表面上放电结晶,形成金属覆盖层的工艺过程。镀笔为不溶性阳极,镀液采用的金属盐水溶液,刷镀时镀笔与工件表面接触并不断地移动。
中文名电刷镀外文名electrochemical metallizing简 介表面处理技术和修复工艺别 称金属笔镀或快速电镀主要特点无电镀槽,设备简单
目录
- 1
- ▪
- ▪
- ▪
- 2
- ▪
- ▪
- ▪
- 3
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪
- ▪

概述编辑
基本原理
电刷镀是依靠一个与阳极接触的垫或刷提供电镀需要的,电镀时,垫或
刷在被镀的阴极上移动的一种电镀方法。电刷镀使用专门研制的系列电刷镀溶液、各种形式的镀笔和阳极,以及专用的直流电源。工作时,工件接电源的负极,镀笔接电源的正极,靠包裹着的浸满溶液的阳极在工件表面擦拭,溶液中的金属离子在零件表面与阳极相接触的各点上发生放电结晶,并随时间增长逐渐加厚,由于工件与镀笔有一定的相对运动速度,因而对镀层上的各点来说是一个断续结晶过程。[1]
技术特点
电刷镀镀层的形成从本质上讲和槽镀相同,都是溶液中的金属离子在负极(工件)上放电结晶的过程。但是和槽镀相比,电刷镀中镀笔和工件有相对运动,因而被镀表面不是整体同时发生金属离子还原结晶,而是被镀表面各点在镀笔与其接触时发生瞬间放电结晶。因此,电刷镀技术在工艺方面有其独特之处,其特点可归纳如下:
1、设备简单,不需要镀槽,便于携带,适用于野外及现场修复。尤其对于大型、精密设备的现场不解体修复更具有实用价值。
2、工艺简单,操作灵活,不需要镀的部位不要用很多的材料保护。
3、操作过程中,阴极与阳极有相对运动,故允许使用较高的电流密度,它比槽镀使用的电流密度大几倍到几十倍。
4、镀液中金属离子含量高,所以镀积速度快(比槽镀快5倍~10倍)。
5、溶液种类多,应用范围广。已有一百多种不同用途的溶液,适用于各个行业不同的需要。
6、溶液性能稳定,使用时不需要化验和调整;无毒,对环境污染小;不燃、不爆,储存、运输方便。
7、配有专用除油和除锈的电解溶液,所以表面预处理效果好,镀层质量高,结合强度大。
8、有不同型号的镀笔,并配有形状不同、大小不一的不溶阳极,对各种不同几何形状及结构复杂的零部件都可修复。某些阳极也可使用可溶性阳极。
9、费用低,经济效益大。
10、镀后一般不需要机械加工。
11、一套设备可在多种材料上刷镀,可以镀几十种镀层。获得复合镀层非常方便,并可用叠层结构得到大厚度镀层。
12、镀层厚度的均匀性可以控制,既可均匀镀,也可以不均匀镀。[2]
技术用途
1、修复槽镀产品的缺陷。
2、修复加工超差件及零件的表面磨损,恢复其尺寸精度和几何形状精度。3、修复零件表面的划伤、沟槽、凹坑、斑蚀。
4、强化新品表面,使其有较高的力学性能和较好的物化性能。
5、制备零件表面的防护层,如要求表面耐腐蚀、耐高温、耐氧化,对铝及铝合金表面进行氧化处理。
6、完成槽镀难于完成的作业。如:
(1)零件太大或要求特殊而无法槽镀。
(2)工件难以拆装或拆装运输费用昂贵,对大型设备现场修理。
(3)只需局部镀的大件或镀盲孔。
(4)零件浸入镀槽会引其他部位的损坏或污染镀液。[3]
电刷镀设备编辑
现代电刷镀技术要求有专用的设备和工辅具。它包括电源装置,一整套齐备的镀笔工具和可更换的阳极及包裹材料,还有夹持零件转动的转胎和其他辅助工具。
电源
电源是实施电刷镀的主要设备,是用来提供电能的装置。因此,必须达到下列设计要求:
1、电源必须具备变交流电为直流电的功能,并要求负载电流在较大范围内变化时,电压的变化很小。2、输出电压应能无级调节,以满足各道工序和不同溶液的需要。常用电源电压可调节范围为0V~30V,大功率电源最高电压可达到50V。
3、电源的自调作用强,输出电流应能随镀笔和阳极接触面积的改变而自动调节。4、电源应装有直接或间接地测量镀层厚度的装置,以显示或控制镀层的厚度。5、有过载保护装置。当超载或短路时,能迅速切断主电路,保护设备和人员安全。6、电源应体积小、质量轻,工作可靠,操作简单,维修方便。
国内有许多厂家生产电刷镀电源,以其控制和输出形式,大体有恒压式、恒流式、脉冲式三种类型。其组成部分和工作原理是基本相同的,一般主要由整流装置、安培小时计、过载保护电路及其他一些辅助电路组成。
镀笔
镀笔由阳极与镀笔杆组成,镀笔杆包括导电杆、散热器、绝缘手柄等。1、阳极的分类及选用
按所使用的材料阳极可分为:石墨阳极、铂铱合金阳极、不锈钢阳极、可溶性阳极和其他材料阳极。为了适应不同形状和不同尺寸工件的需要,可将阳极制作成圆柱、半圆、月牙、平板、方条、线状等各种形状。在实践操作中,选用什么形状及多大尺寸的阳极,要根据待镀工件表面的形状和大小平决定。例如:线细状阳极适用于填补沟槽、凹坑;圆柱状阳极用于内径或小平面,半圆形阳极用于内孔或平面;月牙形阳极用于外圆;平板形阳极用于平面或外圆等。
一般小面积刷镀,设计的阳极工作面积占被镀面积的1/5~1/3为最佳。但刷镀大面积时,由于受材料大小和强度的限制,不可能做成很大尺寸的阳极,所以只能根据现有材料的尺寸,做出尽量大的阳极来使用。
2、阳极的包裹及包裹材料
阳极外表面如不用适当的材料包裹是不允许直接用来刷镀的。阳极包裹的作用是储存镀液,防止阳极与工件直接接触短路,以免烧伤工件。同时对阳极表面腐蚀下来的石墨粒子和其他杂质起到机械过滤作用。
常用的包裹材料主要是医用脱脂棉,涤纶棉套,或人造毛套等。包裹时,一般先在阳极表面上包一层适当厚度的脱脂棉花,外面再用涤纶棉套或人造毛套裹住。
阳极的包裹主要是将与工件接触的表面包起来。包裹圆柱、平板形阳极的步骤和方法是:(1)将脱脂棉花撕成片状(厚度约3mm~6mm)。(2)根据阳极形状和大小,用剪刀将棉花剪成条状。
(3)用棉花条沿阳极外表面包裹。棉花的开头与收尾应扯成楔形,使棉套紧密均匀。(4)选择适当尺寸的涤纶绵套套住棉花,并用橡皮筋捆紧,以提高棉套的耐磨性。
阳极的包裹层厚度要均匀、适当。太厚时,虽然储存镀液多,但电阻大,沉积速度慢,太薄时,储存镀液少,容易磨穿,造成工件局部过热,甚至发生短路,影响镀层质量。包套厚