生产步骤及冲孔网的生产工艺如下:
1、在开始时要准确的模具设计,一个模具的质量在很大程序上决定了产品的质量,因此在近几年来我们在冲孔模具方面投入了大量的资金和精力,使我厂的模具设计制作能力显著提高,并积累了一些模具的花型.
2、冲孔:现采用国内先进的wkc-2000型数控冲床设备生产。步进电机送料和plc操作控制,使产品精度达到+/-0.15MM,并实行规范化管理,可冲压10mm--0.2mm范围内的板材.
3、板材的切割:从整卷的板切割成您需要的尺寸。
4、板材的剪边:如果制作过程的板边超出了您要求的公差范围,我们娴熟的技术人员可以按您的要求帮您除去多余的边
5、产品的整平:我们使用校平机可以把冲制过的变形的冲孔板恢复它的原始平整状态。板材厚度0.8mm-12mm的钢板都可以进行整平。 并且清洁冲孔,要求使用润滑剂,但是我们也有一个除油的过程可以除去它表面的痕迹,使孔板显得洁净。制作成型与深加工
6、产品的表面处理:冲孔、整平和切割等工序都会导致板材表面的不完整,但是这些不完整性在一般工业用品上都是可以被接受的。如果您有特殊要求,我们将会通过比如粉末喷涂或者喷漆,电镀锌,热镀锌,阳极氧化等附加措施加以预防。
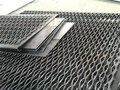
冷轧板冲孔网的特点及用途:
冷轧板是冲孔网产品的常用材质。冷轧板冲孔网所用的冷轧板采取用热轧钢卷为原料,经酸洗去除氧化皮落后行冷连轧,其成品为轧硬卷,因为持续冷变形引起的冷作硬化使轧硬卷的强度、硬度回升、韧塑指标降落,因而冲压机能将恶化,只能用于简略变形的整机。轧硬卷可作为热镀锌厂的原料,由于热镀锌机组均设置有退 前线。轧硬卷重正常在6~13.5吨,钢卷内径为610mm。个别冷连轧板、卷均应经由持续退火CAPL机组或罩式炉退火打消冷作硬化及轧制应力,到达相应尺度划定的力学机能指标,EVA冲孔。冷轧板圆孔网的名义品质、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因而深受宽大用户青眼。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品存在雅观、高抗腐化等精良品德,得到了普遍运用。冷轧钢卷经退火后必需进行精整,包含切头、尾、切边、矫平、平坦、重卷、或纵剪切板等。
冷轧板冲孔网可设计成精致的装饰板,用做建筑物楼梯,阳台,环保办公家具、汽车制作、家电产品、仪表开关、建造、等行业。
冲孔网在制作过程中产生翻遍开裂的解决方式 冲孔网因其不同的金属材质,而使得特定的规格的冲孔网变成很难加工的一种类型,在冲孔网的冲压的过程中,稍不留意便会显露出来五花八门的问题,例如最常见的网孔内翻出现裂缝是问题里面最常见的问题之一。 这个问题是怎样产生的呢?一、生产模型预设欠缺:有时候有可能由于生产模型预设上的不周,没有思索问题冲孔在这以后的留料尺寸,也会引动冲孔网网孔内翻出现裂缝问题。二、冲压机械等机械压力:有时由于工人师傅对机械的操作不是很技术纯熟,也有可能造成安装的模具对冲压板的用力不均,引动这种现象。三、金属板的材质:由于货物的价格上升、工人月薪上调等各种端由,各个金属板厂家为了节省成本粗制滥造,有的厂家在追求利润的驱使下,往往会铤而走险,购买一些不合格的生产原料,造成金属板的材质没有办法达到客户的使用要求。 所以在这里瑞腾数控提醒您:在挑选冲孔网产品时不应只思索问题价钱因素,而应当更关心注视一下子产品本身的品质。 冲孔网厂家的生产中一大点就是准确的模具设计,大家都要知道模具的质量是很大程度的决定了产品的质量。所以近几年我们安平县瑞腾数控在这方面投入的大量的资金,这样也使我们的制模能力有了显着的提高。 1、表面处理:根据客户要求,可对板材电镀锌、热镀锌、静电喷涂、磨砂、阳极氧化、氟碳喷涂等表面处理。 2、切割:我厂是新引进的激光切割机,可以从整卷的板切割成您需要的尺寸。 3、整平:我们使用校平机可以把冲制过的变形的冲孔板恢复它的原始平整状态,板材厚度0.8-12mm的钢板都可以进行整平。 4、清洗:冲孔的工序要求使用润滑剂,但是我们也有一个除油的过程可以除去它表面的痕迹,使孔板显得洁净。