西安鑫邦机电工程有限公司主营冶金、建材机电设备安装与维修,非标制作安装、窑炉工程专业承包,活性石灰生产线项目、工矿企业技改检修外包服务。
冶金、建材机电设备安装、调试、维修,包括回转窑、球磨机、预热器、输送设备等安装,公司现有各类工程技术人员25人,其中机电安装一级建造师1人,二级建造师5人,项目经理5人,大中型专业施工机械及检测设备80多台套,拥有雄厚的技术力量和安装能力,具有丰富的制作安装实践经验。
一、概述
回转窑是石灰厂用于石灰石煅烧的主要设备。其主要结构是由窑筒体,支承装置,窑头、窑尾密封装置,传动装置,进料及煅烧装置组成,是石灰生产工艺中最关键的设备。
回转窑的筒体由钢板卷制而成,筒内镶砌耐火衬,且与水平线成规定的斜度,由3个轮带支承在各档支承装置上,在入料端轮带附近的跨内筒体上用切向弹簧钢板固定一个大齿圈,其下有一个小齿轮与其啮合。正常运转时,由主传动电动机经主减速器向该开式齿轮装置传递动力,驱动回转窑。
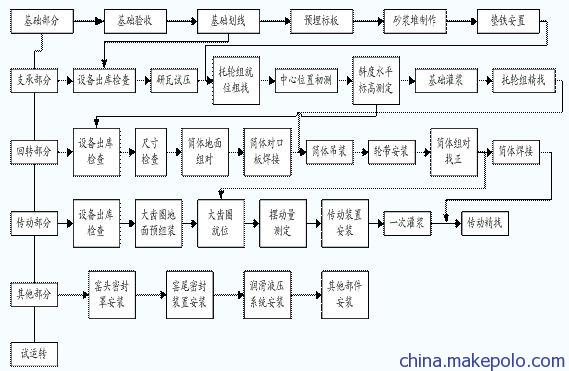
二、回转窑安装流程图
三、施工准备
1、组织施工人员熟悉图纸、安装说明书等技术资料,做好技术交底工作;
2、了解设备到货及设备存放位置等现场情况
3、准备施工工机具及材料,接通施工电源;
四、回转窑零部件检查
1、支承装置底座检查
1.1支承底座为型钢焊接,要求无变形,实测底座各螺栓孔孔距和底座厚度尺寸,并用设计图纸与基础上实际尺寸和托轮轴承装配孔孔距实物尺寸,进行对照比较检查,并划出底座上的纵横中心线。通过实际厚度检查,测算底座标高的误差修正值。
1.2根据轴承底座上的地脚孔中心位置和底座的中心线检查,划出托轮轴承上的纵横中心线。
2、托轮及托轮轴承检查
外观检查,不论是托轮或轴承均不能有裂纹、变形和组合尺寸的错误。接触部分的表面粗糙度应与设计相符。
测量托轮直径、宽度,托轮轴颈直径和轴承中心高度等尺寸。这些尺寸应与设计对照,若有出入,应根据实际尺寸修正图纸。对托轮外径尺寸应成对匹配。配对组合号码不得错乱。
3、窑体检查
圆度检查,检查窑体每段两端的圆度,要求圆度偏差(同一断面最大与最小直径差)不得大于0.002D(D为窑体直径),轮带下筒节和大齿圈下筒节不得大于0.0015D,若超过此值时,可沿直径方向用千斤顶或其它办法调整。
圆周长度测量,用钢卷尺测量窑体段节两个接口的外圆周长,要求两端应相等,偏差不得大于0.002D,最大不得大于7mm。
4、轮带、挡圈检查
安装前,首先应检查轮带各表面有无裂纹,影响强度和刚度的砂眼和铸造缺陷等。其次,用地规和钢卷尺检查轮带外径和内径的实际尺寸并作好记录,以便安装时使用。轮带内径应满足与垫板间的配合间隙和满足该段窑体热胀量的要求。轮带外径除测量实际尺寸外,应满足与垫板间的配合间隙和满足该段窑体热胀量的要求。轮带外径除测量实际尺寸外,应注意圆度及端面圆跳动误差是否在图纸允许范围内。此外,检查挡圈有无变形;检查与窑体段节上垫板的配合尺寸。应严实(配合应没有间隙)。其内径尺寸应比窑体加固板的外圈尺寸大2-3mm。
5、传动装置及大齿圈检查
大齿圈应预组装检查。用枕木垫平拧紧两半接口螺栓,找出中心,用地规检查齿顶圆直径,其圆度公差值为0.004D(D为大齿轮直径,标出实际速比。校对大齿圈一弹簧钢板有无变形,损伤等情况。大齿圈内径应比窑体外径与弹簧板的高度尺寸之和大于3-5mm。
大齿圈接口处的周节偏差,最大不应大于0.005m(模数)。
核对小齿轮的规格及齿轮轴和轴承配合尺寸。
6、挡轮及其它零部件检查
挡轮的外推面、支座的表面、底座上下加工表面及导向轴等有无变形和损伤等现象。
测量信号挡轮的左右两支座上连接螺栓孔的距离,检查两者是否相对应;检查支座一底座连接螺栓孔的对应位置偏差量。测量底座地脚螺栓距离,并以此为基准在底座上划纵横中心线。
检查控窜挡轮的锥角大小是否符合设计要求。
检查液压系统零部件是否齐全。
五、基础验收与划线
基础验收工作是设备安装工作中一个主要工序,这项工作应在设备安装前会同土建、厂方等单位共同验收,并作好验收记录。
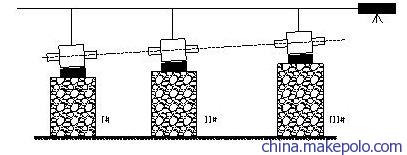
六、垫铁安放及钢底座、托轮安装
七、液压挡轮的安装
挡轮安装前,清洗液压挡轮,转动灵活。保证使挡轮和轮带贴合紧密应将轴和轴承清洗干净,填满润滑脂,必要时应进行刮研,要求灵活转动。
2、挡轮安装的位置应符合设计规定。
八、轮带安装
1、轮带安装采用地面安装法,即轮带与筒体整体吊装。
2、检查轮带的安装尺寸:
安装之前应把轮带、套圈(挡块)和垫板上漆、锈等除净,并涂上一层润滑脂。
检查轮带与筒体垫板的间隙:其允许偏差应符合图纸要求。
检查方法:用塞尺检查。
把轮带两面的挡圈装上(注意挡圈的字码对好筒体上字码)轮带的挡圈与容体垫板应紧密贴合,不得有间隙。
轮带侧面与固定挡圈间隙允许偏差:冷热端各2mm。
检查方法:塞尺。
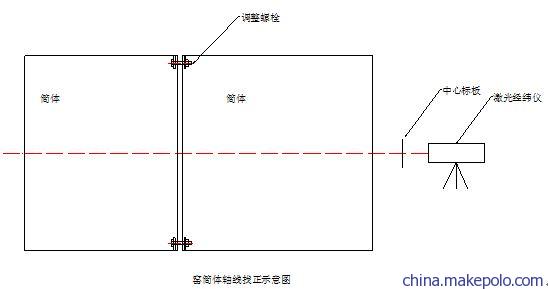
九、回转窑筒体的吊装、找正

十、传动大齿轮安装
十一、安装其它附属装置






