

详细说明
精度:按国家标准计量检定规程执行,分别为00,0,1,2,3级五个级别。
应采用优质细密的灰口铸铁或合金铸铁等材料制造,其工作面硬度应为170~220HB。
表面质量检验:用涂色发检验。0级1级平板在每边为25毫米平方的范围内不少于25点,2级不少于20点,3级不少于12点。
工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra最大允许值为5μm。
适用于各种检验工作,精密测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线,在机械制造中也是不可缺少的基本工具。
检验平板与划线平板的功能区别:
检验平板是为生产车间或计量部门做精密测量用的基准平面;而划线平板是为生产中做划线用的基准平面。 虽然这两种平板都是基准平面,但是它们的加工方法、平面精度、功能作用是不同的。 专用于涂色法的检验平板工作面需刮研;其他用途的检验平板工作面需刮、磨或研;划线平板工作面见光即可。由此可见,检验平板的平面精度高于划线平板。
检验平板在以涂色法检测工件平直度或作为检验工作的辅助工具实现各种测量时起到了基准定位面作用;划线平板在划线工作中起到了基准面作用。
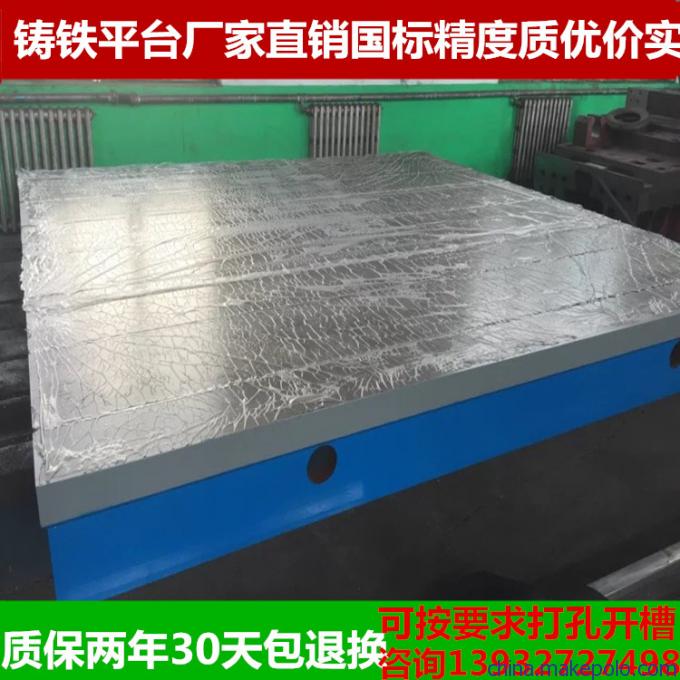
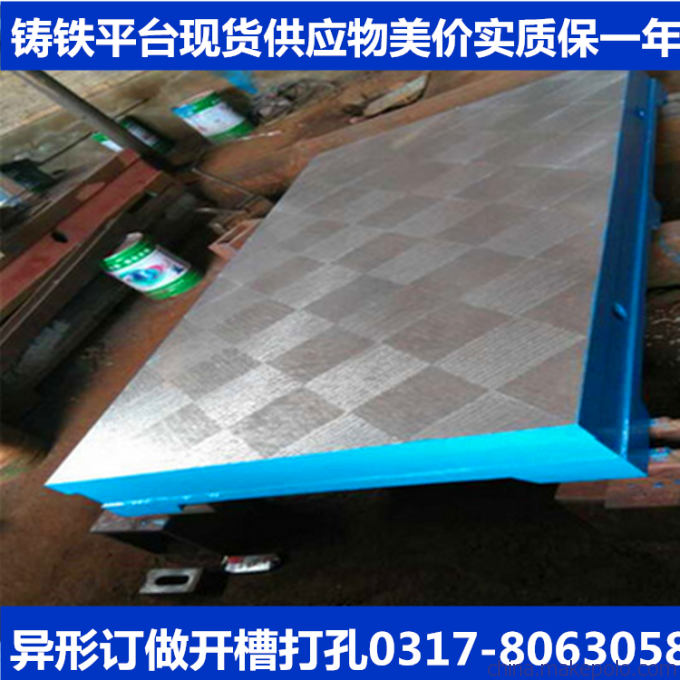
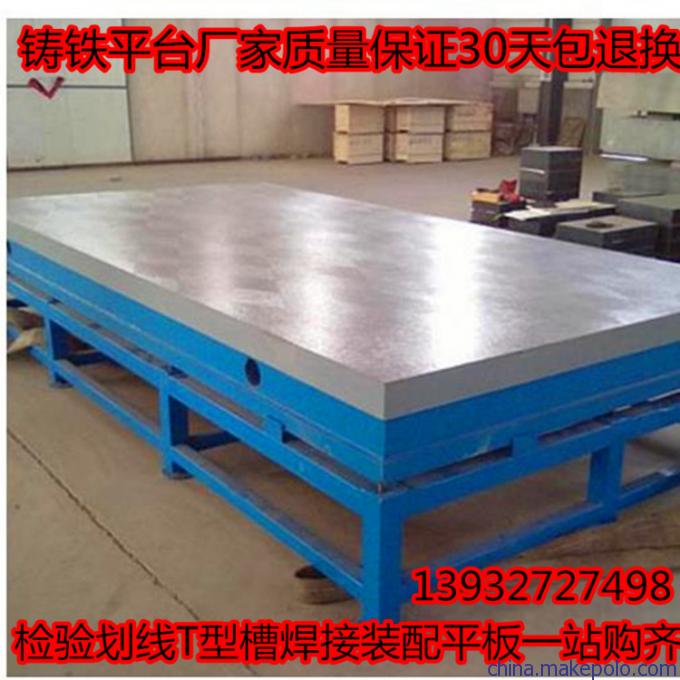
又称铸铁平台,外观基本上是箱体式,工作面有长方形、正方形、圆形等,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
铸铁平板,,检验平台,铆焊平台,电机试验平台,机床工作台,测量平台,检测平台,钳工平台,铸铁工作台,装配平台,镗铣床工作台,落地镗床工作台,T型槽平台,铸铁圆平台,地轨平台,铁地板,基础平板,划线平板,检验平板,铆焊平板,焊接平板,火工平板,钳工平板,研磨平板,刮研平板,压沙平板,试验平板,机床工作台,三座标平板,模具垫板,拼装平板,装配平板,T型槽平板.
铸铁平台用途:适用于各种检验工作,精密测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作精密划线。在机械制造中也是不可缺少的基本工具。
材料及处理
材质: 材料为高强度铸铁HT200-250工作面硬度为HB160—210。经过两次处理(人工退火600度----700度或自然时效2---3 年),使该产品的精度稳定,耐磨性能好。
铸铁平台精度:按国家标准计量检定规程执行,分别为0,1,2,3级四个级别。
平板/平台的表面质量:
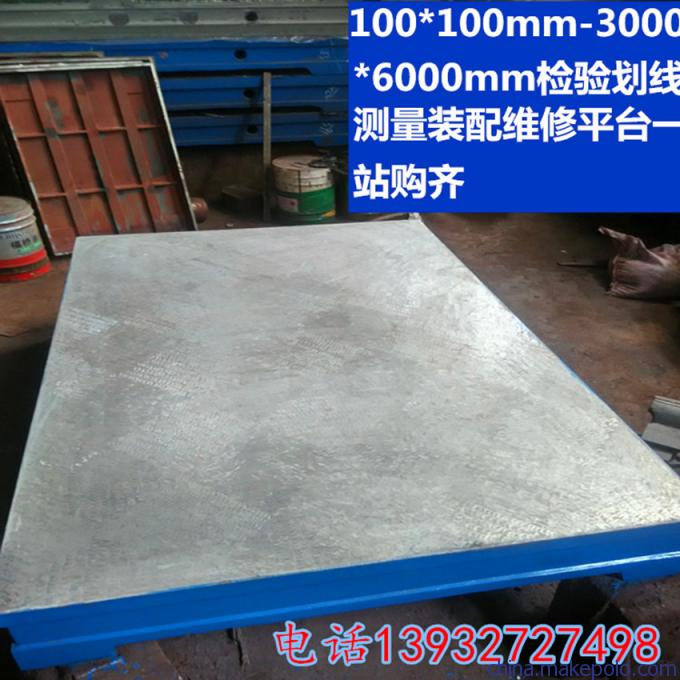
铸铁平台规格:200mm×200mm—2000mm×4000mm(特殊规格可根据需方图纸制作或双方商定生产加工)
铸铁平台检验标准:用涂色法检验。
0级1级平板平台在每边为25㎜平方的范围内不少于25点。
2级平板平台在每边为25㎜平方的范围内不少于20点。
3级平板平台在每边为25㎜平方的范围内不少于12点。
工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
铸铁平台一定要有精准的平面度,要想有精准的平面度必须具备一以下几个条件:
一、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
二、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
三、人工退火:在回火窑经过600-700度高温退火时效处理。
四、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
五、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。
六、铲刮工艺:人工铲刮在铸铁平台加工过程中是最重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。





