THK滚珠丝杆 BTK3210-5.3ZZ 精密机床丝杠 含轴端加工
选型:滚珠丝杠的选型过程中对滚珠丝杠本身需要注意的主要参数如下—
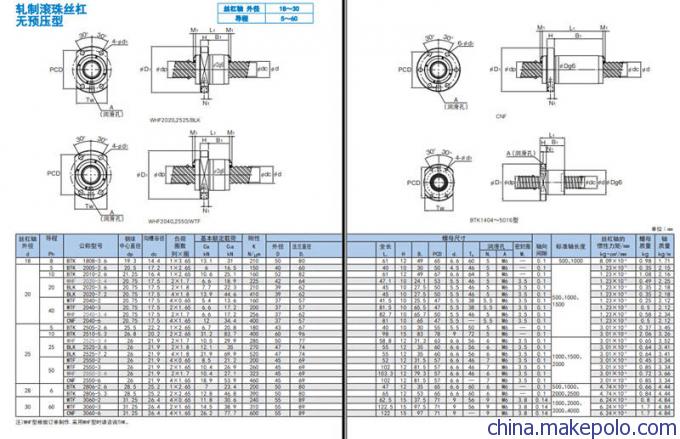
1---公称直径。即丝杠的外径,常见规格有12、14、16、20、25、32、40、50、63、80、 100、120,不过请注意,这些规格中,各厂家一般只备16~50的货,也就是说,其他直径大部分都是期货(见单生产,货期大约在30~60天之间,日系产品大约是2~2.5个月,欧美产品大约是3~4个月)。公称直径和负载基本成正比,直径越大的负载越大,具体数值可以查阅厂家产品样本。这里只说明两个概念:动额定负荷与静额定负荷,前者指运动状态下的额定轴向负载,后者是指静止状态下的额定轴向负载。设计时参考前者即可。需要注意的是,额定负荷并非最大负荷,实际负荷与额定负荷的比值越小,丝杠的理论寿命越高。推荐:直径尽量选16~63。
2---导程。也称螺距,即螺杆每旋转一周螺母直线运动的距离,常见导程有1、2、4、6、8、10、16、20、25、32、40,中小导程现货产品一般只有5、10,大导程一般有1616、2020、2525、3232、4040(4位数前两位指直径,后两位指导程),其他规格多数厂家见单生产。导程与直线速度有关,在输入转速一定的情况下,导程越大速度越快。推荐:导程尽量选5和10。

3---长度。长度有两个概念,一个是全长,另一个是螺纹长度。有些厂家只计算全长,但有些厂家需要提供螺纹长度。螺纹长度中也有两个部分,一个是螺纹全长,一个是有效行程。前者是指螺纹部分的总长度,后者是指螺母直线移动的理论最大长度,螺纹长度=有效行程+螺母长度+设计裕量(如果需要安装防护罩,还要考虑防护罩压缩后的长度,一般按防护罩最大长度的1/8计算)。在设计绘图时,丝杠的全长大致可以按照一下参数累加:丝杠全长=有效行程+螺母长度+设计余量+两端支撑长度(轴承宽度+锁紧螺母宽度+裕量)+动力输入连接长度(如果使用联轴器则大致是联轴器长度的一半+裕量)。特别需要注意的是,如果你的长度超长(大于3米)或长径比很大(大于70),最好事先咨询厂家销售人员可否生产,总体的情况是,国内厂家常规品最大长度3米,特殊品16米,国外厂家常规品6米,特殊品22米。当然不是说国内厂家就不能生产更长的,只是定制品的价格比较离谱。推荐:长度尽量选6米以下,超过的用齿轮齿条更划算了。

4---螺母形式。各厂家的产品样本上都会有很多种螺母形式,一般型号中的前几个字母即 表示螺母形式。按法兰形式分大约有圆法兰、单切边法兰、双切边法兰和无法兰几种。按螺母长度分有单螺母和双螺母(注意,单螺母和双螺母没有负载和刚性差异,这一点不要听从厂家销售人员的演说,单螺母和双螺母的主要差异是后者可以调整预压而前者不能,另外后者的价格和长度大致均是前者的2倍)。在安装尺寸和性能允许的情况下,设计者在选用时应尽量选择常规形式,以避免维护时备件的货期问题。推荐:频繁动作、高精度维持场合选双螺母,其他场合选双且边单螺母。推荐:螺母形式尽量选内循环双切边法兰单螺母。

5---精度。滚珠丝杠按GB分类有P类和T类,即传动类和定位类,精度等级有1、2、3、4.....几种,国外产品一般不分传动还是定位,一律以C0~C10或具体数值表示,一般来说,通用机械或普通数控机械选C7(任意300行程内定位误差±0.05)或以下,高精度数控机械选C5(±0.018)以上C3(±0.008)以下,光学或检测机械选C3以上。特别需要注意的是,精度和价格关联性很大,并且,精度的概念是组合和维持,也就是说,螺杆的导程误差不能说明整套丝杠的误差,出厂精度合格不能说明额定使用寿命内都维持这个精度。这是个可靠性的问题,与生产商的生产工艺有关。推荐:精度尽量选C7。
以上说的都是主要参数,在选用型号时还得用到以下参数:珠卷数,珠径,制造方式代码,预压等级等。分别说明如下:
珠卷数:这个参数一般标注在型号的导程后,如4010-4,这个“-4”就是珠卷数,因为有循环方式的问题说起来比较复杂,用户可以简单的理解为滚动体的循环圈数,“-4”就是4个循环,这个数值越大表示负载越大螺母长度越长。
珠径:这个参数是指滚动体的直径,型号中不会体现,但是在各厂家的技术参数表中会标识,一般与公称直径和导程相关,用户不必理会。但是有些用户因使用不当导致滚珠掉出螺母外需要重装滚珠时这个参数是要注意的,尺寸一般精确到0.001,当然,不推荐用户自行安装,否则厂家不会提供无偿维护,即使产品仍在保修期内。如有滚珠意外掉落的情况,应通知供应商协助安装。
制造方式代码:滚珠丝杠的制造方式主要是两种:轧制和磨制,前者也称滚轧制造或转造,一般用F表示。后者也称研磨制造。一般用G表示。因工艺的不同,两者能达到的精度等级不同,目前,轧制方式能达到的最高精度是C5级,我所知的只有REXROTH可以达到这个精度。而磨制可以成产出更高精度的产品。不过请注意,两种制造方式与精度、性能没有逆向必然性,也就是说如果你选用的精度是C7,那么与它是怎么制造出来的无关。事实上我碰到许多厂家的专业销售人员都未必知道两者之间的详细区别,所以多说几句:轧制属于批量制造,磨制属于精确制造,前者的生产效率远远高于后者,但是前者的制造设备成本也远远高于后者。换句话说,磨制丝杠的进入门槛较低,轧制生产的进入门槛较高,能生产轧制丝杠的厂家一般也能生产磨制丝杠,而能生产磨制丝杠的厂家不一定能生产轧制丝杠。所以,同精度产品如果该可以买到轧制品就不要买磨制品,原因很简单:便宜。另外说明一点,轧制和磨制仅指螺杆,螺母全是磨削制造。
预压:也称预紧。关于预压,用户不必了解具体预紧力和预紧方式,只需按照厂家样本选择预压等级即可。等越高螺母与螺杆配合越紧,等级越低越松。遵循的原则是:大直径、双螺母、高精度、驱动力矩较大的情况下预压等级可以选高一点,反之选低一点