铣端面打孔机是一款加工曲轴精加工定位基准的
下面是曲轴加工定位基准选择的主要方法:
1、曲轴定位基准的选择曲轴加工di一工序铣端面、钻中心孔,通常以两端主轴颈的外圆表面和中间主轴颈的轴肩为粗基准,这样钻出的中心孔可以保证曲轴加工时径向和轴向的余量均匀
2、精基准的选择:曲轴加工的精基准包括径向、轴向和角度定位基准。径向定位主要以中心线为(即中心孔)精基准,还可以选择曲轴两端主轴颈外圆等为精基准。轴向定位用曲轴一端的端面或者轴肩。角度定位一般采用法兰端面上定位销孔或者曲柄臂上析出的定位面作为定位基准。采用不同的曲轴加工工艺,相应的其的基准面选择也是不相同的 。
通亚品牌铣端面打中心孔机床就是根据曲轴的粗定位基准加工精基准的机床,一次装夹完成整个精加工定位基准的全部加工,各基准面达到更高的一致性,有利于精度的传递。欢迎广大客户关注友泰机床,关注高效率加工专用机床厂商。
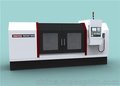
数控铣端面打中心孔专用机床的合理选用
高效高精是数控铣端面打中心孔机床的一大典型特征,它是应用于各种轴类零件批量生产中较为理想的一种专用设备。在汽车、农机、电机、电梯、以及其它重型设备行业广泛使用。由于工件的特殊性,只有合理选用合适的铣端面打中心孔机床才能发挥出其zui大的优越性。
目前常见的铣端面打中心孔机床有两种,一种为液压铣端面打中心孔机床,该类型机床相对价格较低,但由于其没有让刀功能,所以对多种规格或异型轴类工件的适应性较差,退刀时对工件端面影响较大,除了少量用户在使用。另一种为数控铣端面打中心孔机床,该类型机床具备了普通数控机床的功能,对机床各方向进给速度、主轴转速、电器、机械、液压等系统的保护较为全面,大多用户较为青睐此类型机床,所以使用较为广泛。
铣端面打孔中心数控机床工作后
铣端面打孔中心数控机床是加工轴类零件两端面、钻基地孔(套车外圆)专用机床。机床左、右两边滑板上别离装置镗铣动力头,基地横向滑台上有自定心液压夹具,三个滑台均由伺服电机驱动。
刮端面打基地孔数控机床是加工零件两端Φ40以下直径,选用刮端面打基地孔方式。
铣端面打孔中心数控机床左、右两边滑板上别离装置镗铣动力头,由伺服电机拖动基地装置自定心夹具,左、右滑台沿轴向一起加工零件两端。
1、将机械、液压、气动等操作手柄、伐门、开关等板到非作业方位上。
2、中止机床作业,堵截电源、气源。
3、铲除铁屑,打扫作业现场,仔细擦净机床。导轨面、滚动及滑动面、定位基准面、作业台面等处加油养护。
4、仔细将班中发现的机床疑问,填到交接班记录本上,做好接班作业。