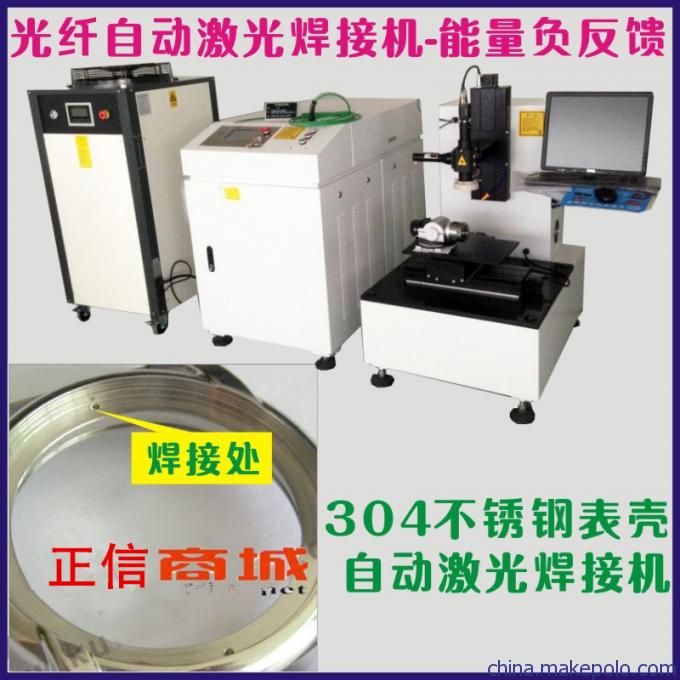
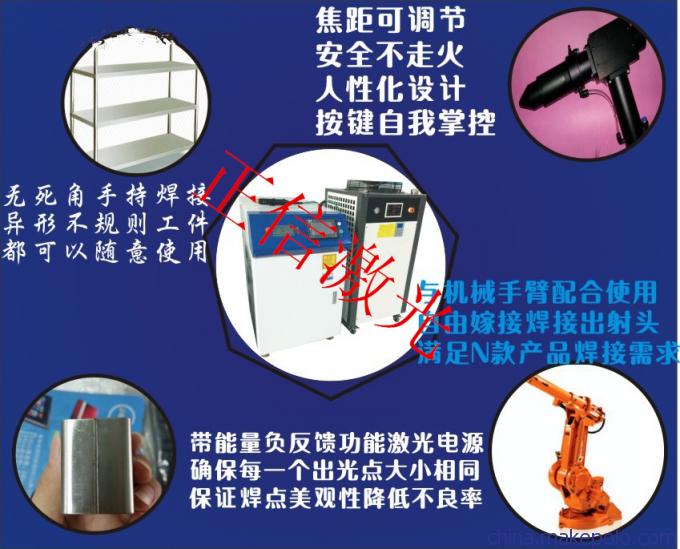
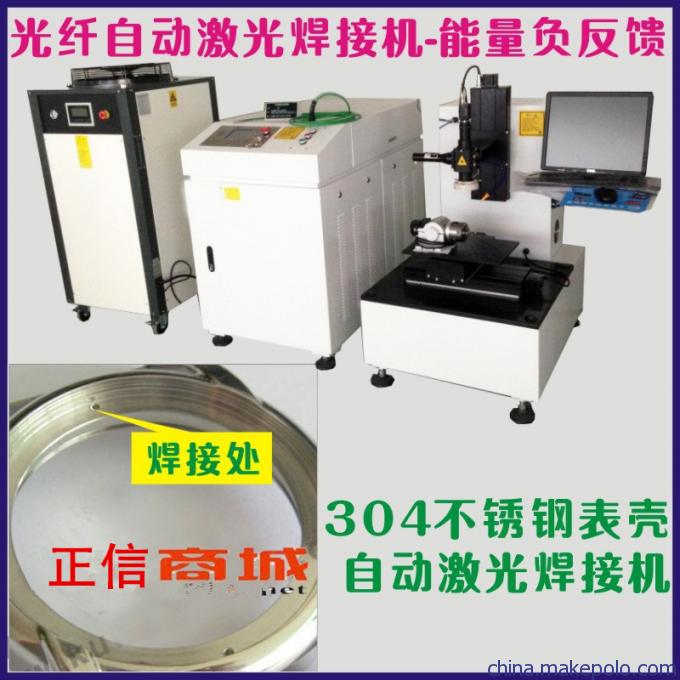
辽宁锦州全自动电容壳ZXL-300W激光焊接机 上下极流焊接

东莞市正信激光科技有限公司
中国 东莞
产品属性
图文详情
品牌推荐
品牌
正信激光
型号
ZXL-300W
作用原理
脉冲激光
激光发生器
钇铝石榴石激光器焊机
控制方式
自动
保护气体
有
电源类型
交流电源
作用对象
铝
激光焊接深度
0.1-1.0mm
定位精度
0.02mm
快进速度
2000mm/min
焦斑直径
0.2-2.0mm
激光焊接深度
0.1-1.0mm
激光器上下行程
200mm
连击时激光焊接频率
1-100HZ
最大激光功率
350WW
最大平均功率
300WW
工作电压
380V
用途
焊接
外形尺寸
700X800mm
重量
350kg
激光波长
1064nm
冷却系统
内循环水冷
腔体类型
金属镀金