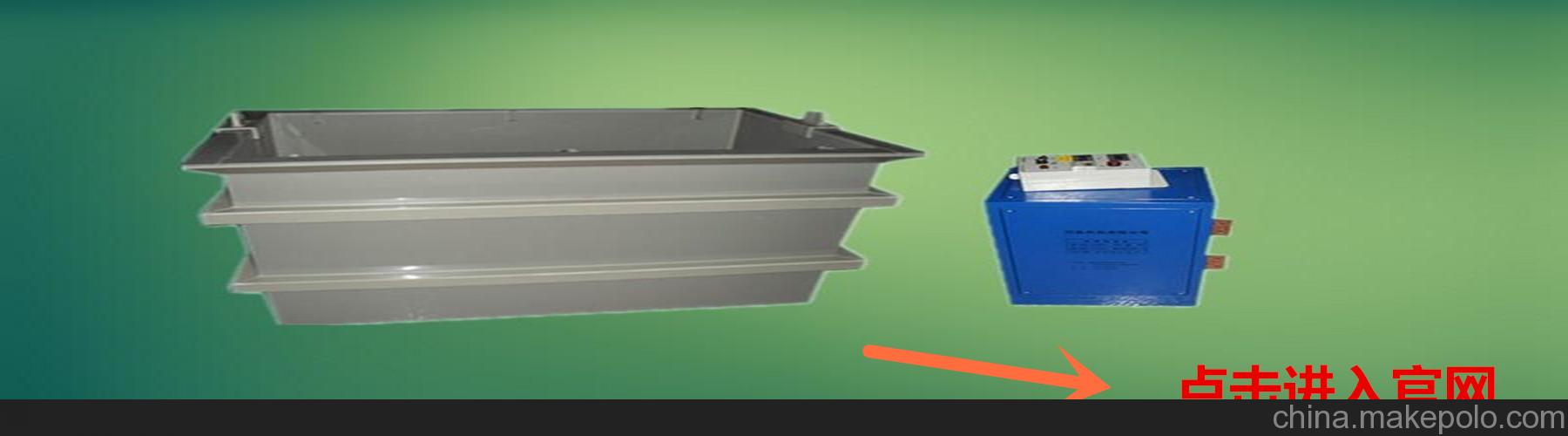
保温杯电解抛光设备,自动线抛光厂家

深圳市金辉杰科技有限公司
中国 深圳
产品属性
图文详情
品牌推荐
品牌
金辉杰科技
型号
jhj321
类型
电解抛光
加工定制
加工定制
材质
PP板材
用途
不锈钢电解抛光
设计温度
70℃
设计压力
30MPa
适用介质
马氏体奥氏体铁素体不锈钢
电机功率
220KW
外形尺寸
550*650*800mm
重量
60kg
jhj504
2000A/12V
JHJ505
3000A/12V
JHJ506
4000A/12V
JHJ507
5000A/12V
jhj302
0.2