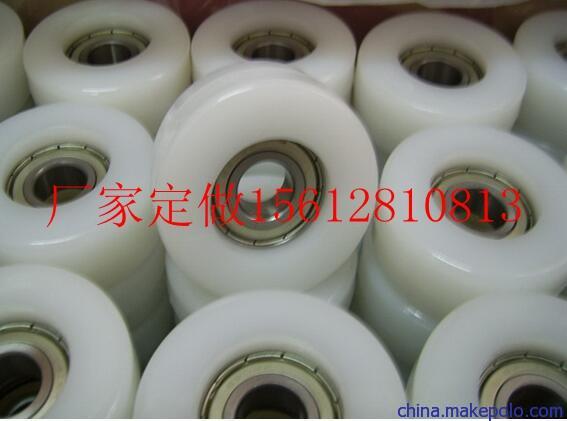
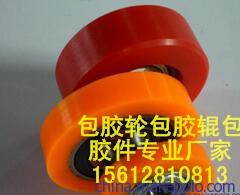
制作不锈钢芯橡胶包胶轮厂家欢迎定做

景县佳佳橡塑制品有限公司
中国 衡水
产品属性
图文详情
品牌推荐
品牌
佳佳
型号
全
材质
PU
规格
定做
产地
河北景县
用途
广泛
厂商
佳佳橡塑
外观
美观漂亮
厚度
定做mm
长度
定做m
最大幅宽
定做
硬度
定做
弹性
定做
环保
无毒卫生
运输
快递
服务
全方位跟踪服务