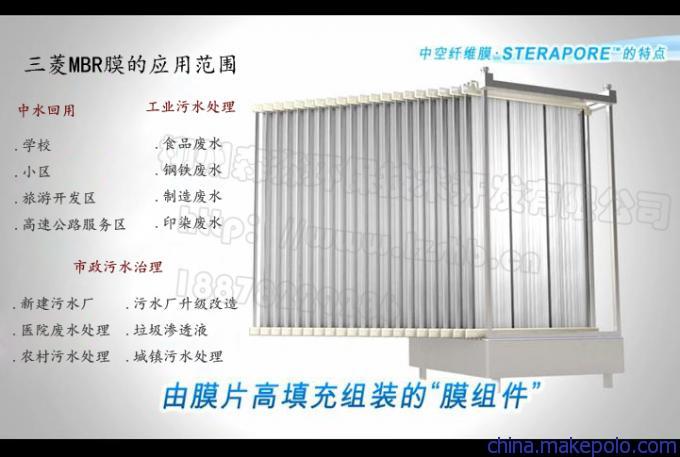
国际进口60E0025SA产品现货供应 日本三菱MBR膜厂家专用500d/t养殖污水处理
服务热线:18178221253
一、三菱MBR膜生物反应器技术原理
膜-生物反应器(Membrane Bio-Reactor,MBR)为技术与生物处理技术有机结合之新型态污(系统。以膜组件取代传统技术末端二沉池,在生物反应器中保持高浓度,提高生物处理,从而减少污水处理设施占地面积,并通过保持低污泥负荷减少剩余污泥量。主要利用截留水中的与大分子有机物。膜生物反应器系统内(MLSS)浓度可提升至8000~10000mg/L,甚至更高;(SRT)可延长至30天以上。
膜生物反应器因其有效的截留作用,可保留世代周期较长的微生物,可实现对污水深度净化,同时硝化菌在系统内能充分繁殖,其硝化效果明显,对深度除磷脱氮提供可能。

二、三菱MBR膜生物反应器工艺分类
按照膜组件的放置方式可分为:分体式和一体式膜生物反应器。
分体式膜生物反应器(又称外置式膜生物反应器)是把生物反应器与膜组件分开放置,各自进行曝气,膜池中的活性污泥则被截留,并通过污泥循环泵回流到生物反应器内。
一体式膜生物反应器(又称内置式膜生物反应器)则直接将膜组件置于反应器内,通过的抽吸得到过滤液,膜表面清洗所需的错流由空气搅动产生,设置在膜的正下方,混合液随气流向上流动,在膜表面产生剪切力,以减少膜的污染。一体式膜生物反应器工艺是污水生物处理技术与的有机结合。

1、出水水质优良、稳定。
2、工艺简单。由于膜的高效分离作用,不必单独设立沉淀、过滤等固液分离池。
3、占地面积少。处理单元内生物量可维持在高浓度,使容积负荷大大提高,同时膜分离的高效性,使处理单元水力停留时间大大缩短。
4、污泥排放量少,只有传统工艺的30%,甚至可实现污泥零排放,污泥处理费用低。
5、系统抗冲击性强,适应范围广。
6、设备自动化,管理简便。
7、模块化设计,易于扩容。
8、出水不仅能达到国家标准,还可实现中水回用,具有较高的经济效益。

四、三菱MBR膜生物反应器技术优势
1、透水性好,日本三菱公司自主研发的膜,开孔率高,通量大,所需膜面积小,运行能耗低。
2、支撑强度大,三菱膜含有机械强度大的支撑层,三层构造,不仅能提高膜使用寿命,还可以避免膜表面发生损伤也能正常运行,阻止污水混入。
3、耐药性强,三菱膜采用PVDF材质,实现了较强的耐药性,在长期曝气环境下可长时间使用。
4、采用帘式的膜片构造,膜的容积率高,通过曝气的清洗性能相对于圆筒式的好。
5、膜面积的尺寸分别有4种,即6m2,15m2,25m2,40m2,所以无论大小规模的水处理项目,都可以实现设备的小型化。
6、方便运输、保管。因为有亲水化处理,所以干燥状态发货,便于运输和保管。
7、品种多样化,可以再各种环境条件下,满足不同的需求,从低水深的小型设备到大规模的污水处理厂。
8、节省占地,膜组件的排列紧凑,大幅度减少膜组件的占地面积。
9、节省能耗,日本三菱公司自主研发的曝气管,即使用较小的风量也能达到良好的清洗效果,实现了行业内较高水准的节能。
10、节省空间,通过膜组件进行固液分离,无需沉淀处理、深度处理;可节省水处理设施的空间,降低建设费用;与传统活性污泥法相比较可发挥5倍的处理能力。
11、提高水质,可回用于中水、景观用水等多种用途,严格满足国家水质标准;MBR出水用RO膜进行处理后,可作为工业用水回用。
12、降低维护量,可通过远程监控进行运行管理,通过数据监控调整运行参数;药剂成本低,不需要沉淀池的维护成本。
五、MBR 在制药废水处理的优势
1、 分离效率高,出水水质有保证
制药废水中含有大量悬浮物质,通过膜的高效分离作用,使得出水中悬浮物和浊度接近于零。此外,由于废水中含有毒害性物质,容易导致污泥发生膨胀现象,在膜分离作用下,不会使出水水质受到影响[6]。
2、污泥浓度高,生化能力强
以膜组件代替二沉池,几乎全部活性污泥均可停留在反应器内,能够有效的提高污泥浓度,MBR 的污泥浓度最高可达18000~19000 mg/L[7]。与传统工艺相比,能够提高污泥浓度,且在发生污泥膨胀后可避免活性污泥流失。由于制药废水水质和水量具有较大的波动性,污泥浓度的提高,增加了反应器的处理能力,并可承受较高的抗冲击负荷[5]。
3、 提高了难降解有机物的净化效率高,缩短了水力停留时间
制药废水中的难降解有机物被截留在反应器内,获得了比传统生物法过多的与微生物接触的时间,有利于某些专性微生物的培养,提高难降解有机物的净化效率[8]。此外,由于难降解有机物的净化效率高,在保证出水水质的前提下,MBR 可缩短HRT。干建文等[2]采用自组装300 L的MBR对头孢类制药废水厌氧处理出水进行处理并与传统活性污泥法进行比较。在COD 去除率达90 %的前提下,传统活性污泥法的HRT 为80 h,而MBR 的HRT为35 h。
4、利于硝化细菌生长,NH3-N 去除效果好
MBR 的膜不能对NH3-N 产生截留作用,导致MBR 具有较高的NH3-N 去除率的主要原因是反应器内存在大量硝化细菌。在膜的分离作用下,生长缓慢的硝化细菌被停留在反应器内,为其生长繁殖创造了有利条件。硝化细菌在反应器内的大量累积,使MBR 对NH3-N 具有很高的去除效果。范举红等[9]利用活性污泥法-水解酸化法-MBR 组合工艺处理某化学制药厂废水,进水氨氮浓度为72.8~92.4 mg/L,结果发现几乎所有氨氮都在MBR 池被除去,出水氨氮浓度为1.4~4.1 mg·L-1,总去除率为94.5 %~97.6 %。

欢迎各位需求人士来电咨询:
广西森淼环保科技有限公司
地址:广西柳州市柳东新区初阳路3号
联系电话:黄经理 18076720822
电话:0772-3518181
微信号(森淼微信营销专员):Sunnig008
QQ号(森淼QQ客服专员):3454686188