尼龙棒批发,尼龙棒销售
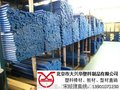
金属软管作为现代工程技术中连接各构件的重要部件之一,主要用作电线、电缆、自动化仪表信号的电线电缆保护管和民用淋浴软管,规格从3mm到150mm。口径较小软管主要用于精密光学尺之传感线路保护、工业传感器线路保护。广泛用于机械、化工、石油、冶金、食品等行。
但是,在实际的使用过程,有不少金属软管发生因承受压力过大,而使得软管破裂或断裂,这是为什么呢?它的耐压范围又是多少呢?一般来说软管的压力范围一般为PN0.6―32.0Mpa;高达42.0MPa。软管作为安装在压力管路中的主要承压件,同时对波纹管起护套作用,根据管道中的压力大小及应用场所,可选择一层或多层的不锈钢丝或钢带进行编织。
挤出物料的热量来自机筒加热和螺杆旋转剪切的粘性耗散和摩擦。前者在运行初期是很重要的,后者在运行稳定后是主要的。升高机筒温度很自然的会增加从机筒到塑料的热交换。在挤出稳定运行后,螺杆旋转剪切变形的粘性耗散和摩擦热量,常常会使塑料达到或超过所需温度。此时机内控制系统切断加温电源,挤出机进入“自然挤出”过程,并应视情况对机筒和螺杆进行冷却。实践经验指出,冷却螺杆还有助于改善挤出质量,但同时也降低了挤出流率。改善质量是由于冷却使螺杆均化段的有效槽深减少,增强了剪切作用。挤出过程中温度不是孤立的,在流率不变,螺杆转数不变时,增加挤出温度会使挤出压力降低。在低流率下,温度对压力的影响是很明显的,但影响会随流率的增加而逐渐减少。挤出温度增加,还使所需螺杆的功率也降低了。
加料段采用低温,这是由加料段承担的“任务”决定的,加料段要产生足够的推力,机械剪切并搅拌混合,如温度过度,使塑料早期熔融,不但导致挤出过程中的分解,而且引起“打滑”,造成挤出压力波动,并因过早熔融,而致混合不充分,塑化不均匀,所以这一段温度一般用低温。
熔融段的温度要有幅度较大的提高,这是因为塑料在该段要实现塑化的缘故,只有达到一定的温度才能确保大部分组成得以塑化。
均化段的温度,塑料在熔融段已大部分塑化,而其中小部分高分子组成尚未开始塑化,就进入均化段,这部分组成尽管很少,但其塑化是必须实现的,这时其塑化的温度往往需要更高。因此,均化段的挤出温度有所升高是必要的,有些时候,可以维持不变,而赖以塑化时间的延续,实现充分塑化。