一 材料检验
1 主控项目
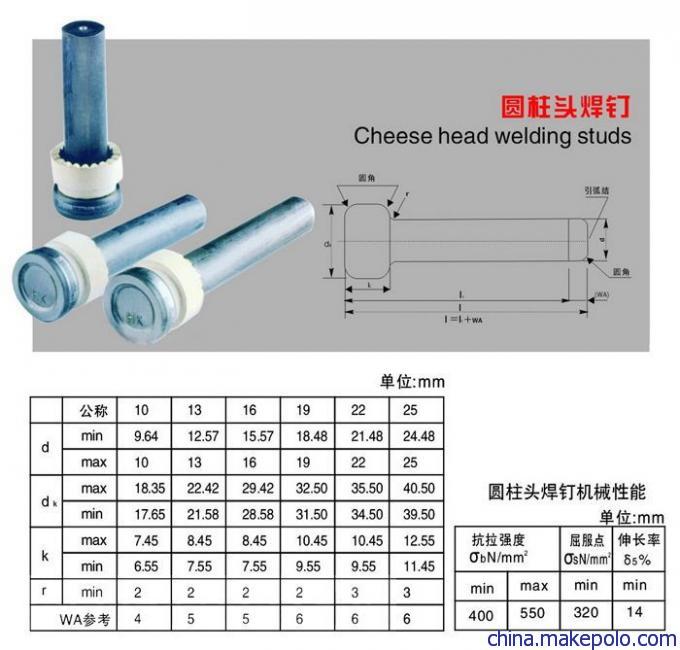
1) 焊钉和焊接瓷环的材质、品种、规格、性能等应符合GB10433规定和设计要求。
检查数量:全数检查。
检验方法:检查栓钉和焊接瓷环的质量合格证明文件、中文标志及检验报告等。
2)重要钢结构采用的栓钉应抽样进行机械性能复验,复验结果应符合设计要求。
抽样规则:相同材质、同一生产厂家、相同工艺生产的不同规格尺寸的栓钉,可以按数量在每2万棵及其以下,组成一个检验批,只抽取其中一种栓钉做一组机械性能复验。
检验方法:检查复验报告。
2 一般项目
1) 栓钉和焊接瓷环的规格、尺寸及偏差应符合GB/T10433规定。
检查数量:按量抽查1%,且不少于10套。
检验方法:用钢尺和游标卡尺测量。
二 焊钉焊接检验
1 主控项目
1) 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和GB50205、JGJ81标准规定。瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
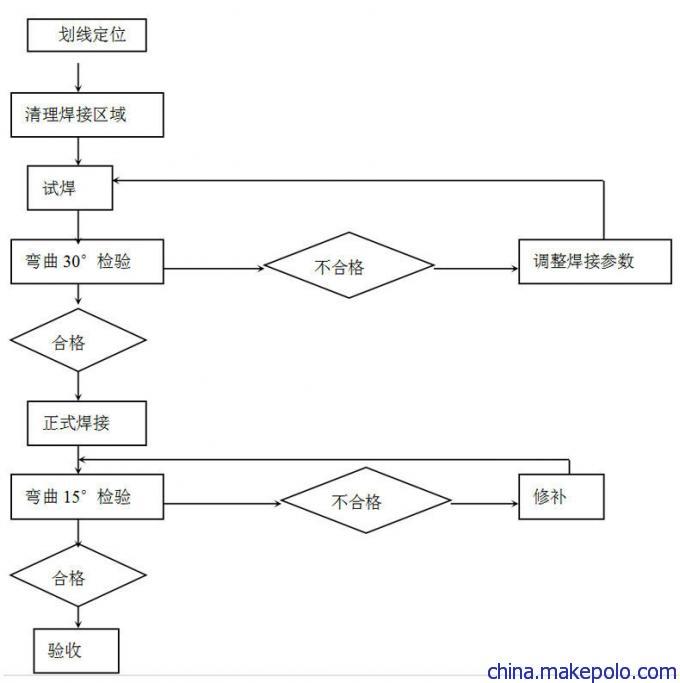
2) 栓钉焊接后应进行弯曲试验,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检查方法:用榔头敲击(或使用套管压)使栓钉弯曲30°后用角尺检查和观察检查。使用套管进行试验时,套管下端距离焊肉上端的距离不得小于1d。
样品处理:经弯曲试验合格的焊钉,仍保持弯曲状态交货或转序。
2 一般项目
焊缝无气孔、无夹渣,焊脚应均匀;如果存在下列情况之一,应用手工电弧焊进行修补:
1) 焊脚立面的未熔合或不足360°;
2) 焊缝高度≤1mm;
3) 焊缝宽度≤0.5mm;
4) 焊缝咬肉深度≥0.5mm。
检查数量:按总栓钉数量抽查1%,且不应少于10个。
检验方法:用焊接检验尺和观察检查。
价格说明
一般情况下:划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。活动预热状态下:划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,最终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,最终以活动是订单结算页价格为准。*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。



