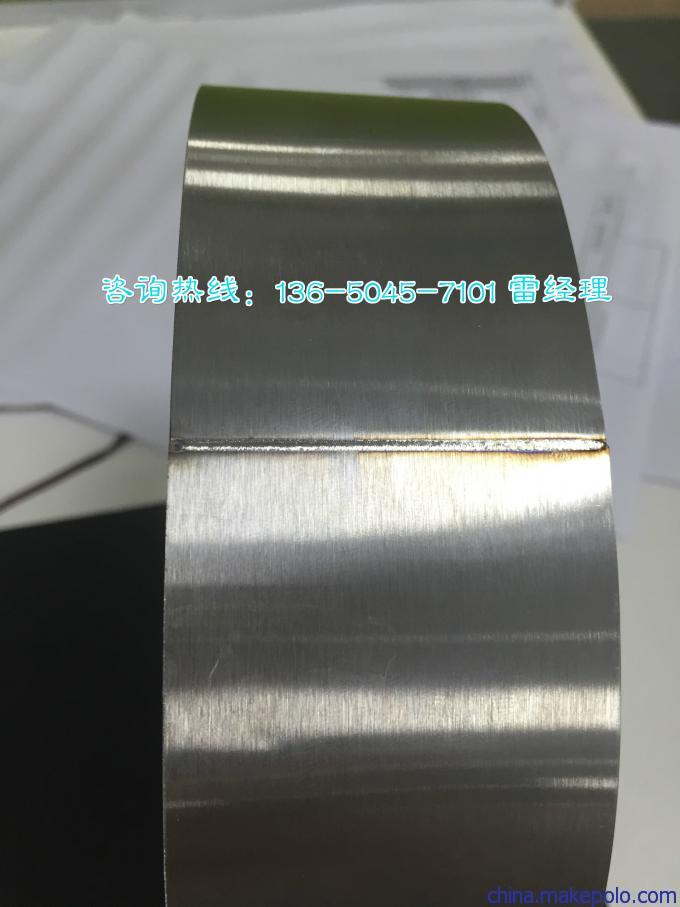
薄不锈钢焊接机最棘手的问题就是焊穿、变形:不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。
解决不锈钢薄板焊接时烧穿、变形的主要措施有:
(1)严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);
(2)装配尺寸力求精确‚接口间隙尽量小。间隙稍大容易烧穿‚或形成较大的焊瘤;
(3)必须采用精装夹具‚夹紧力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量
优势
(1)可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件,
(7)可焊材质种类范围大,亦可相互接合各种异质材料。
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制。
(9)焊接或细径线材时,不会像电弧焊接般易有回熔的困扰。
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
(11)可焊接不同物性(如不同电阻)的两种金属
(12)不需真空,亦不需做X射线防护。
(13)若以穿孔式焊接,焊道深一宽比可达10:1
(14)可以切换装置将激光束传送至多个工作站。
关于售前售后:
1,建议在购买设备之前寄样验证工艺,我们提供免费的打样服务,并且根据产品和您的效率需求制定专业的自动化焊接方案.
2、我们倡导:没有售后服务的服务,是最好的售后服务;有信心确认正信激光焊接机基本上不会出现质量问题,哪怕是小的质量问题。10年的生产与销售经验告诉我们,客户的安装使用及日常维护不当是主要的问题所在。
3、如遇激光焊接机故障,马上电话通知我们,一天内上门免费维修与调换零部件;
4、所有的国内外激光焊接机(当然包括正信激光焊接机)遇到故障或维修,我们都会在电话沟通确认后,第一时间安排维修事宜。
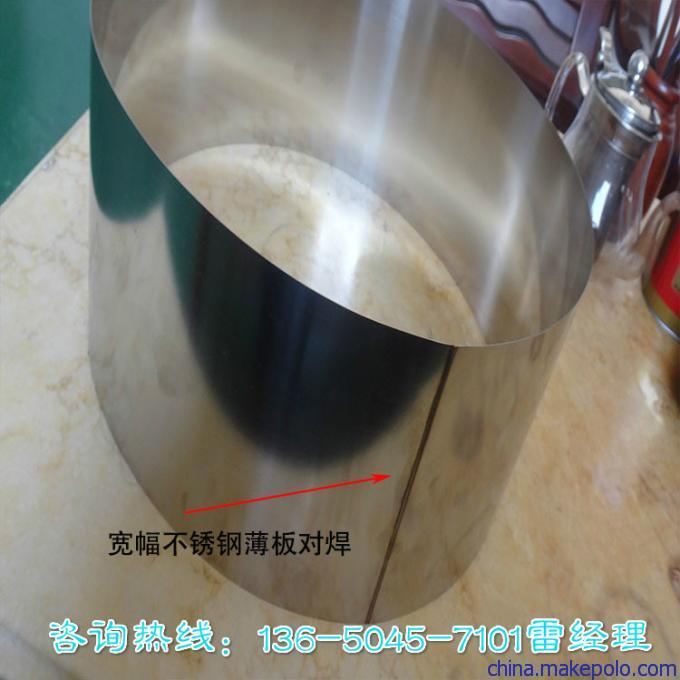
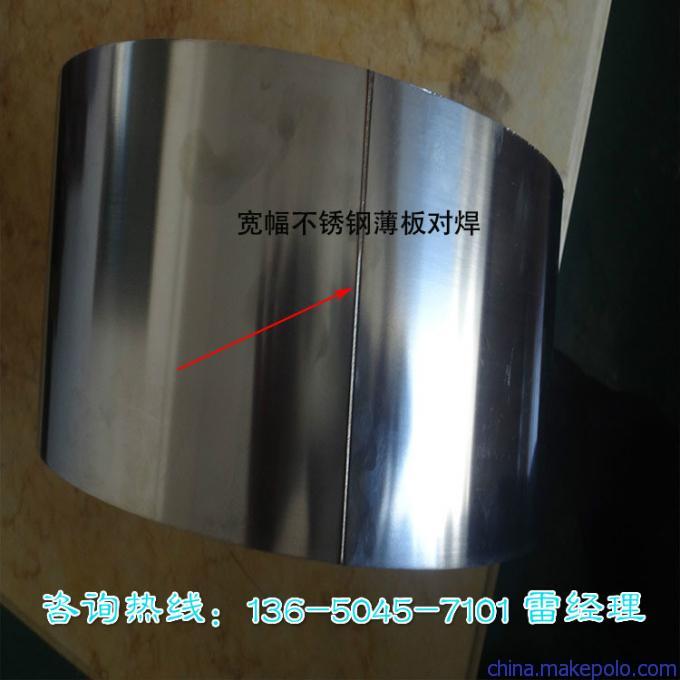
直缝激光焊接机描述(主要成功案例:蒸笼,不锈钢垃圾桶,不锈钢玻璃盖边等)
随着我国不锈钢市场的不断扩大‚不锈钢板的消费量也逐年增加‚薄壁不锈钢板也已经深入到各种生产制造领域中‚因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序‚由薄壁不锈钢板自身的焊接工艺特点决定了其焊接存在的难度。