
一、铝箔焊接机焊接基础知识
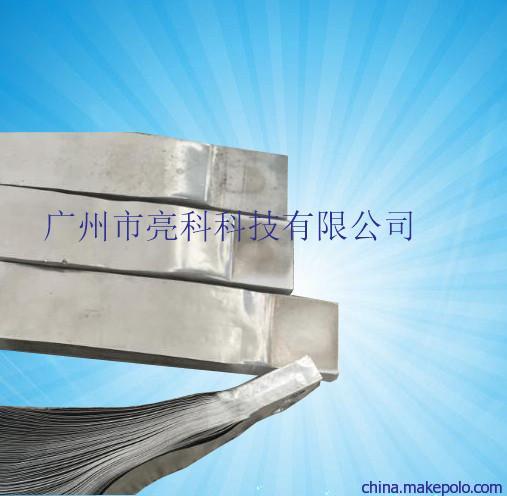
薄铝板和铝箔焊接机是利用变频技术加热金属材料,让温度传递到需焊接的铝箔上面,在加压的情况下,使多层铝箔到达热熔状态而形成铝箔之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花,工件外观平整光滑;缺点是所焊接金属件需要加压,根据产品不同要调节温度。产品广泛用于开关、母线槽、变压器、电力安装等行业。技术上已经历经6年考验,并且已经与国内多个企业成为长期合作关系。
二、铝箔焊接机优点:
1),焊接材料不熔融,不脆弱金属特性。
2),焊接后导电性好,电阻系数极低或近乎零。
3),焊接时间短,不需任何助焊剂、气体、焊料。
4),焊接无火花,环保安全。
5),红外无接触测温,测温精准,300~1200摄氏度的测温范围,属德
国进口产品;
6),焊接工艺参数化设定,特别对批量生产的产品有稳定质量的效果;
7),设备过载、元件过热的保护性报警;
8),压力机构经三维有限元分析,经久耐用;
9),可配置触摸屏+PLc实现更稳定可靠的控制系统。
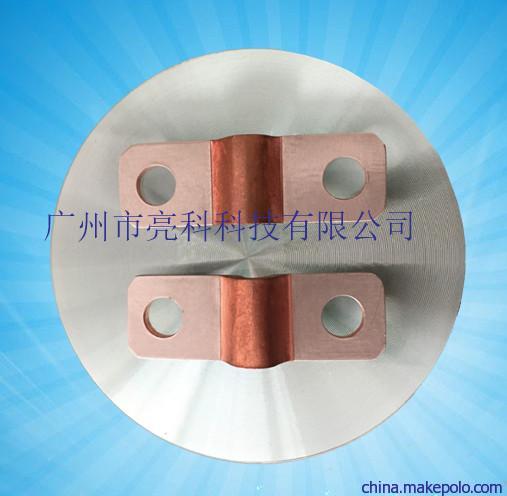
10),设备可焊接铜、铝2种软连接及镍片、银片。
三、铝箔焊接机焊接特点:外形美观、焊接后导电性好;焊接安全可靠、不改变焊接对象金属本身组织结构;焊接质量高、焊接机自动化程度高;焊接一致性好;品质有保证。

四、 结构性能特点及功能:
序号 | 项目 | 性能特点 |
1 | 人机界面控制系统(HMI) | 采用德国西门子、日本三菱、台湾威纶、北京昆仑通态等国内外知名品牌人机界面控制系统。操作画面直观易懂,工艺参数简单容易调整,并能储存多个不同产品工艺参数。设备故障报警提示功能,方便维护保养。 |
2 | 可编程控制系统(PLC) | 1、采用德国西门子、日本三菱、台湾永宏知名品牌可编程控制器,性能稳定,焊接电流调整速度快,回热时间短。 2、高精度温度、压力控制器、电流控制器与可编程控制系统组合使用,使焊接工艺参数调节范围大,可焊接不同类型的生产产品。 |
3 | 液压、气液增压焊接工作台 | 1、液压工作台由油缸或气液增压、油泵、比例电磁阀等组成,具有活动平滑、压力调节范围大,适用不同产品的需要。 2、焊接电极、隔热铜板、石墨电极组成了焊接加热回路,具有加热速率快、温度恒温效果好的特点。 |
4 | 变频焊接控制器 | 我公司采用了特制的变频焊接控制器系统,实现准确控制焊接电流,比传统单相焊接、三相整流焊接设备分别节能降耗约30%和25%。 |
5 | 红外测温系统 | 采用红外线测温传感器,可以实现快速、准确检测焊接工件的温度,防止温度过高,采用中科院下属公司测温元件。 |
6 | 三相焊接变压器 | 三相焊接变压器具有电流平衡 ,功率因数高,不影响供电质量,节能高效,大功率扩散焊机首选方案。 |
7 | 温度控制PID系统 | 系统在加热器部分设有温控系统,采用PID温度控制电路,实现高精度的温度自动调节;温控设置温度保护,为设备的安全运行提供了可靠保证;防止局部过热的现象。 |
8 | 电器控制系统 | 电气控制系统根据IEC标准设计。电器元件均采用德国西门子、日本三菱等知名产品,质量可靠,性能稳定,保证设备连续运行。使油处理设备的操作和安全保护更趋于人性化。 |
9 | 多重安全保护系统 | 本机设置了完善的安全保护系统,自动化程度高,通过各执行元件对设备起电机多方位保护(过载、过流)、温度保护、液位保护、超电压保护、高温保护等。保证设备的安全运行,出现故障时会自动报警。 |
10 | 水冷系统 | 自动排水系统主要由隔离阀、排水阀、渗气阀、水管装置、流量计等部件组成。,有效降低焊接变压器发热,保证设备使用时间长。 |
12 | 仪表 | 本机按人机工程学要求所设计,一切元件都在人所能及的范围内安放和精确定位。结构形式人性化,方便客户操作。最大程度的提高生产效率,减轻工作强度。 |
13 | 外观设计 | 1、整机采用移动结构形式,结构紧凑,移动方便,外形美观。并设置有吊环,方便行车吊运。 2、机体装备质量完整无损,连接无松动,焊接部位无焊瘤、毛刺、锈斑。所有连接部分采用多层次特殊无渗漏材料密封,进行探伤处理确保优良性能。 |
五、 工作原理:
高分子扩散焊接是在焊接表面施加压力,通过快速加热产品,产品接触表面分子扩散运动的物理变化,形成可靠连接的加工过程。
欢迎新老客户来电咨询洽谈或访问我们的网址www.lkbpkj.com






