

涂料涂装是具有悠久历史的传统工艺。随着科学技术的进步和的发展,传统的涂装工艺已不能满足现代社会的要求。市场对涂装的需求上升,质量要求更高,各种涂装新技术、新工艺不断涌现(如静电涂装、电泳涂装等),逐步成为现代实用工业技术。无论是从提高产品质量和生产效率的角度,还是从节省涂料和减少环境污染等角度,高速旋杯式静电喷涂工艺已成为现代汽车车身涂装的主要手段之一,并且被广泛地应用于其它工业领域。其中高速旋杯式静电喷枪已成为应用最广的设备。它是将被涂工件接地作为阳极,静电喷枪(旋杯)接上负高压电(-50~-120kV)为阴极,旋杯采用空气透平驱动,空载时转速可达25000r/min,带负荷工作时可达30000~60000r/min。当涂料被送到高速旋转的旋杯上时,由于旋杯旋转运动产生离心作用,涂料在旋杯内表面伸展成为薄膜,并获得巨大的加速度向旋杯边缘运动,在离心力及强电场的双重作用下破碎为极细的且带电的雾滴,向极性相反的被涂工件运动,沉积于被涂工件表面,形成均匀、平整、光滑、丰满的涂膜。
2旋杯原理
2.1离心雾化机理
在离心力的作用下由旋杯甩出的液流受2种力的作用而分散成雾滴:第一种力是由气-液间相对运动时产生的摩擦力,称为速度雾化;第二种力是旋杯旋转时产生的巨大离心力,在离心力的作用下加速分裂雾化,称为离心雾化。液体的离心雾化机理分为3类:直接分裂为雾滴、液丝分裂成雾滴、膜状分裂成雾滴。
2.2静电雾化机理
在静电喷涂时,受到高压静电场的作用,涂料液滴分裂成细小的微粒,这一现象称为静电雾化。静电喷涂中的高压是通过高频静电发生装置产生的,它的负极接喷枪的枪头,正极接到被涂工件上并接地。喷枪头与工件之间形成一个强的静电场,机理示意见图1。
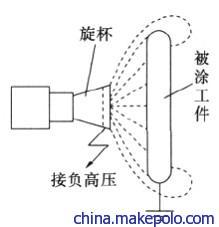
图1旋杯静电喷涂原理
当静电场强度足够大时,使喷枪头锐边的电子逸出飞向工件,在高压电场的作用下,电子动能很大,高速撞击空气分子,使空气分子电离,所产生的电子和正离子被电场加速,又分别向两极运动再撞击其它空气分子,使其电离,从而形成一个电子雪崩过程,出现空气电离放电形象,在黑暗环境下可见到雾状晕圈,即所谓的电晕现象。
使用旋杯的涂装效果:
⑴节省人力。旋杯投入运行后,可节省大量的人力,中涂喷涂线基本上可实现无人操作。面漆喷涂线只需安排底色漆和清漆的内表面喷涂人员即可。
⑵厚度均匀,质量稳定。旋杯对改善车身的外观装饰性是明显的。
⑶节省涂料。手工空气喷涂的涂料利用率在30%~40%,而旋杯的喷涂利用率一般在80%以上。以中涂漆为例,手工操作一辆车消耗涂料为1.8kg,而旋杯喷涂单车消耗为1.2kg,每车可节省30%的涂料。
3我国汽车旋杯涂装现状
近20年,我国汽车工业迅速发展,自1992年汽车产量突破100万辆之后,一直保持着较高的增长速度,并重点发展轿车生产,大规模引进国际先进技术,兴建了包括上海大众在内的一批现代化轿车生产基地。我国汽车工业中以涂装技术为主的表面工程技术已接近或达到当前国际先进水平。需特别指出的是,中涂和面涂是车身涂装中最为重要的环节,它将直接影响汽车的装饰性、耐候性和外观。其涂料品种和涂装技术也是汽车涂装工艺中发展最快的,历来受汽车厂家的重视。中涂和面涂普遍采用高速旋杯自动静电喷涂机(ESTA),以提高漆膜外观质量和涂料利用率。自上海大众引进第一条采用高速旋杯自动静电喷涂机生产线以来,一汽大众、上海通用、东风神龙、广州本田、北京现代等公司都采用了高速旋杯自动静电喷涂机,据不完全,目前共有70多套高速旋杯自动静电喷涂机服役于汽车涂装线。目前国内轿车涂装线高速旋杯式自动静电喷涂机成套设备技术主要由DUERR、ABB、SAMES、ESSENMANN、大气社等国际知名设备制造商提供。在不断的生产实践中,不断进行控制技术的自主更新,目前较多采用西门子SIMATIC先进的控制技术,并加以优化整合,同时对静电喷涂机的控制系统、网络系统和人机界面监控系统也进行更新改造。
4静电旋杯化喷涂工艺
为了使汽车的颜色更加丰富多彩,几乎所有的汽车生产厂家在确定面漆的涂装工艺时都不约而同地选择了静电旋杯雾化加空气雾化喷涂的两段金属漆喷涂工艺,利用静电旋杯雾化喷涂的高上漆率提供一层起到遮盖作用的色漆涂层(一般占色漆总膜厚的60%~80%),利用第二道空气雾化喷涂(占色漆总膜厚的40%~20%)提供体现优秀效应的色彩。
4.1静电旋杯化喷涂工位介绍
先进的旋杯喷涂系统,其配套的设备及排布合理性也至关重要。下面就面漆涂装线工艺布置流程做一简单介绍(见图2)。
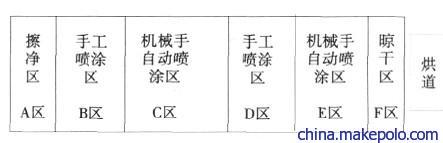
图2面漆涂装线工艺流程
A区:在编码台上输入车身车型和所喷面漆颜色,同时对车身吹尘和擦净。随后车型和颜色信息显示在手工喷涂区的操作指导屏上,喷房入口设有车型自动识别装置。如果输入有误,还可进行人工修改。
B区:进入手工喷涂区后,按照显示屏上的颜色提示,对车身内表面喷涂相应的底色漆。
C区:旋杯自动喷涂区内旋杯按照输入的车型和颜色及设定的参数进行喷涂作业。
D区:空气喷枪自动喷涂区内自动机上安装的是空气喷枪,当喷涂金属漆时,自动空气喷涂机才工作。
E区:车身内表面清漆手工喷涂区。
F区:清漆和本色漆旋杯喷涂区。
为保证旋杯设备在要求的条件下工作,整个中涂面漆喷涂生产线装备了恒温恒湿空调机组,使温度及湿度常年稳定在(25±2)℃和50%~70%,手工喷涂区风速为0.40~0.50m/s,旋杯喷涂区为0.35~0.40m/s。另外,各区之间设有隔离间,避免串色。
4.2静电旋杯化喷涂参数介绍
随着静电旋杯化喷涂越来越被熟悉,设备参数的变化以及相应的效果变化将成为工艺研究的重点。下面,就对常用的参数及变化趋势做一简单介绍。
⑴旋杯转速
随着旋杯转速的增大,漆膜变薄;反之,旋杯转速减小,漆膜变厚。特别要注意的是,这方面的厚薄都是相对的,主要体现在金属闪光漆的涂装上。旋杯的转速增大,雾化效果增强,漆雾越细腻。一般,金属闪光漆所要求的旋杯转速在30000~35000r/min;实色漆所要求的旋杯转速在350000~600000r/min。
⑵流量
随流量的增大,出漆量增大,漆膜增厚;反之随流量的减小,出漆量减小,漆膜减薄。
⑶空气压力
在大型涂装线上,一般都使用大型的循环供漆系统,而旋杯涂装也和空气喷枪一样,都需要相配套的压力。一般压力控制在0.2~0.4MPa。
⑷枪距
根据不同厂家的要求,枪距也各有不同,一般为200~300cm。
⑸成型空气
成型空气压力越高,喷幅越小;反之压力越小,喷幅越大。在相同流量的条件下,成型空气的大小直接影响漆膜的叠加率,从表现上看就是漆膜的薄厚。
4.3静电旋杯喷涂金属闪光漆常见问题及解决建议
国内大型涂装线虽然全面使用大型机器人旋杯喷涂,但因为各方面条件的制约,经常出现涂装问题。静电旋杯化喷涂工艺喷涂金属珠光漆,在涂装工件表面时常会出现各种各样的问题。目前大多旋杯喷涂的主要技术指标见表1。
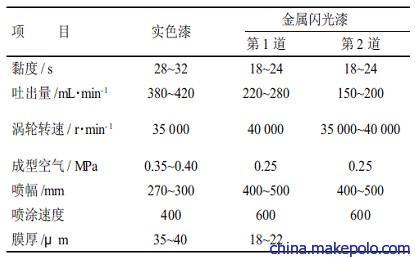
表1主要技术指标
从表1不难发现,实色漆和金属闪光漆在涂装工艺上有很大的区别,以致于金属闪光漆在涂装过程中更容易出现问题。
下面简单介绍在金属漆涂装中对常见问题采取的一些措施。
⑴颗粒问题
颗粒大致有2种形态:珠光颗粒和干燥的大漆点。2种颗粒形成的原因基本相同:稀料挥发太快,电阻值过高。可以从以下几方面来解决。首先,从工艺的角度,降低旋杯的转速,调慢空气循环的速率,以及控制施工环境的温度和湿度在较适合的范围内,使其甩出的漆雾不至于太干,不会在空气中就基本干燥;其次,从涂料的角度,用挥发较慢的稀料,降低电阻,使旋杯在静电吸附作用下涂料的吸附量减少,从而减少旋杯上漆点的甩出几率。
⑵雾影
雾影使得罩完光后的漆膜外观不够亮丽、美观,看上去有一层薄雾。造成这个问题的主要原因是施工时的湿度太高,虽然没有绝对的数值来规定施工时的湿度,但50%~70%的湿度最为合适。超过75%,雾影出现的几率就会大大增强。一旦出现这种情况,不妨降低湿度。
⑶铝粉在工件表面结块
一般正常情况下,静电旋杯化喷涂都设有循环供漆系统,并且都带有过滤装置,那么为什么还会出现铝粉在工件表面结块的现象呢?这可能是因为铝粉长期撞击旋杯杯头的边缘,造成了边缘翻边,以及旋杯导液槽堵塞,铝粉堆积后出漆不均匀所造成的。主要的解决方法就是定期拆下杯头清洗,定期更换旋杯杯头。随着生产喷涂设备厂家的技术进步(旋杯雾化器结构及其技术的改进),静电旋杯雾化喷涂在表现金属珠光漆的多彩颜色方面得到了很大的改善,采用静电旋杯雾化喷涂金属珠光漆的工艺正在迅速被汽车整车生产厂家所采用。
对于喷涂金属珠光漆的静电旋杯,要及时清洗。旋杯的杯头有很多细槽,容易堆积珠光和铝粉颗粒,造成旋杯的过度磨损和漆雾雾化不正常。对于喷涂金属珠光漆的静电旋杯,要做到一喷一洗。
4.4维护保养工作中应注意的问题
旋杯喷涂机技术含量高,使用条件较为苛刻,这就对维修保养工作提出了很高的要求。在检修过程中,要求综合考虑各方面的因素,对故障作出正确的判断和处理。检查、润滑都要到位,及时发现使用中存在的问题并及时解决;做好检修记录,变抢修为计划检修、预防性检修;变上班修理为班前检查、班后修理,保证下个班次的设备状态良好。旋杯喷涂最重要的部分是旋杯雾化器,其核心是空气马达,喷杯与涡轮机最好配对使用,不宜随便更换,这样可以延长空气马达的寿命。空气马达是经过动平衡调整的,一旦发现动平衡不好的空气马达,必须立即停止使用并进行修理。高压静电发生器一般不需特别维护。但高压电缆由于经常弯折运动,较易损坏,使喷涂中环抱效应差。所以,应定期用专用测压枪测量喷杯头部的静电电压,并与设定值比较。如设定值为90kV,而测量值为10~20kV,则可以肯定是电缆出现了问题,必须及时更换。清理清洁工作是维护保养工作的一个重要组成部分。班前、班中和班后都要及时运行清洗程序并用适量的涂料用擦拭设备,特别是旋杯雾化器、整形空气帽、喷房内墙壁等,杜绝脏物、涂料颗粒影响喷涂质量。喷涂作业本身就带有一定的不安全因素,静电喷涂更具有其特殊性。除静电高压部分要求绝缘外,其它部分如设备外壳,都应良好接地,并定期检查。要高度重视安全生产,制定严格的安全操作规程:严禁无关人员进入静电区域;维修工必须穿戴导电鞋;断电后方可操作等。
5结语
旋杯雾化分为离心雾化和静电雾化,两者相互作用,可达到最佳涂装效果。旋杯喷涂在汽车涂装中的应用,已有多年。其中机器人以ABB为代表,旋杯以SAMES为代表。旋杯涂装节省人力、厚度均匀、质量稳定、节省涂料




