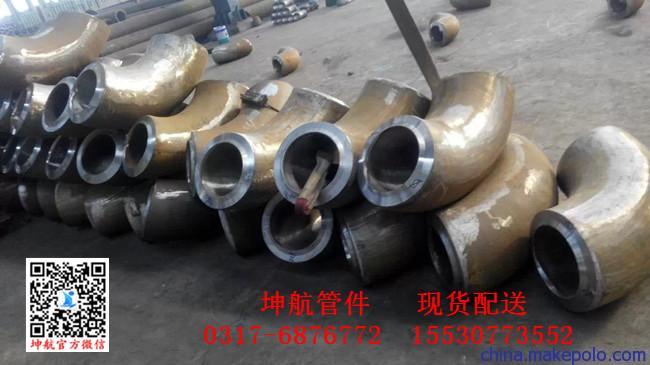
厚壁弯头指数介绍
厚壁弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s,Sch10s,Sch10,Sch20,Sch30,Sch40s,STD,Sch40,Sch60,Sch80s,XS,Sch80, Sch100,Sch120,Sch140,Sch160,XXS,其中最常用的是STD和XS两种。

厚壁弯头的用途与安装用途:
厚壁弯头用于管道拐弯处的连接。连接两根公称通径相同的管子,使管路作角度转弯。以材质划分碳钢弯头,铸钢弯头,合金钢弯头,不锈钢弯头,铜弯头,铝合金弯头等。弯头可以说是覆盖全国各行各业的使用,小到家庭大到企业。每个厚壁弯头都有各自的优点和用途,热诚欢迎新老朋友前来选购。

弯头在管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路做一定角度转弯。
1.以材质划分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR等。
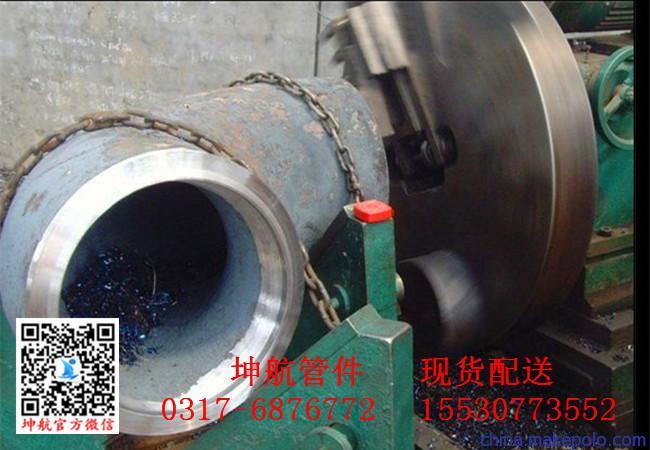
2.以制作方法划分可分为推制、压制、锻制、铸造等。
3.以制造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等。
4.按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。
5.若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中最常用的是STD和XS两种。
6.按照不同形状用途可以分为:沟槽式弯头、卡套式弯头、双承弯头、法兰弯头、异径弯头、呆座弯头、内外牙弯头、冲压弯头、推制弯头、承插弯头、对焊弯头、内丝弯头等。
对焊弯头回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。 将已经淬火的热压弯头重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学机能。
1、时效处理:为了消除精密量具或模具、零件在长期使用中尺寸、外形发生变化,常在低温回火后精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为不乱精密制件质量的处理,称为时效。
2、调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的机能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械机能。
碳钢弯头的技术工艺程序:一个圆形环壳可以切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,不锈钢法兰最终成为一个圆形环壳。
厚壁弯头按视点分:45°及90°180°三种最常用的,别的依据工程需要还包含60°等其他非正常视点合金弯头;按制作办法可分为:推制、限制、锻制、铸造等。(如今通常都是纯锻的)。合金弯头在运用过程中大概注意的疑问,因为考虑到合金钢弯头运用安全性,及运用寿命,厚壁合金弯头,要点应放在进步管道内衬的耐性,抗冲击性,及耐磨性上,使合金钢弯头在电力、矿山、冶金等职业,物料的运送、输出、都是选用近距离、高压运送中都能接受相当大的压力。合金弯头是一种具有中空截面、周边没有接缝的弯头管件。合金弯头厂家具有中空截面,许多用作运送流体的管道,如运送石油、天然气、煤气、水及某些固体物料的管道等。合金弯头与圆钢等实心钢材对比,在抗弯抗扭强度一样时,厚壁合金弯头,分量较轻,是一种经济截面钢材,广泛用于制作结构件和机械零件,如石油钻杆、轿车传动轴、自行车架以及修建施工顶用的钢脚手架等。用钢管制作环形零件,国标厚壁合金弯头,可进步资料利用率,简化制作工序,节省资料和加工工时,如滚动轴承套圈、千斤顶套等,当前已广泛用钢管来制作。

高压合金弯头有实用、新型、具有结构合理、能使管系受力均匀、能简化管道系统、方便操作、能节省投资、能降低管道阻力、优化管道布置、有利于运行费用的减少以及能均衡气流分布、减低管系振动、确保设备和管道的安全运行的优点。即便如此,高压合金弯头链接管件的注意事项也不容忽视:高压弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能;高压合金弯头焊后硬化性较大,容易产生裂纹。若采用同类型的高压合金弯头焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。否则应选用高压合金弯头焊条;焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量;为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。