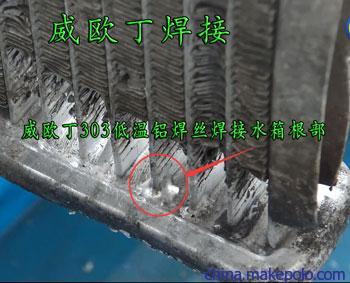
威欧丁303低温铝焊丝焊水箱扁管与根部

天津市东丽区德润宏建材销售中心
中国 天津
产品属性
图文详情
品牌推荐
品牌
威欧丁
型号
303
牌号
威欧丁303
类型
铝及铝合金焊条
材质
电仪
药皮成分
电仪
酸碱性
碱性焊条
性能
低温铝焊条
加工定制
否
焊条直径
1.6mm
焊芯直径
1.6mm
长度
450mm
焊接电流幅度
电仪A
焊缝金属抗拉强度
电仪N/mm2
硬度HRC
电仪
工作温度
430
适用范围
铝及铝合金
产地
天津
重量
电仪g