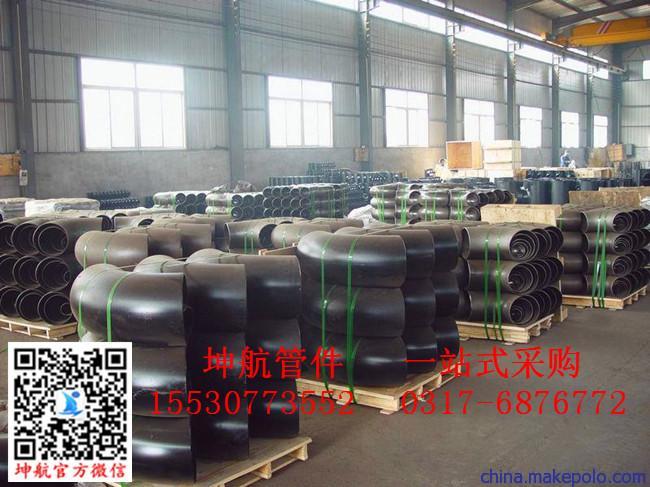
大口径弯头大口径弯头一般指的是在口径在DN600以上,大口径弯头包括大口径直缝弯头,大口径无缝弯头对焊弯头。市场上使用多的是对焊弯头,直缝和无缝在大口径方面除了在原材料设备技术,再就是价格比较昂贵。大口径弯头按照角度可以分为45度大口径弯头,有90度大口径弯头和180度大口径弯头及其它不同的角度的弯头。按照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。按照的曲率半径可分为长半径大口径弯头和短半径大口径弯头。大口径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。

大口径弯头特点:
1. 大口径焊接弯头材质:304、321、316、304L、316L、A234WPB等。
2. 尺寸:1/2 英寸—48英寸。
3. SCH/壁厚:5S、10S、40S、80S、120、160、XS、XXS等。
4. 大口径弯头标准:美标、德标、日标、俄标、国标等或按可客户的要求定做。
5. 大口径弯头包装:木箱,木托或按客户要求包装。
6.大口径弯头用途:广泛用于石油管道、天然气管道、船舶制造、电站设备、环保机械、轻工化纤等。

大口径弯头的分类:
1.按角度分:常用的有45°、90°及180°三种,另外根据工程需要还包括60°等其他非正常角度大口径弯头。
2.按照生产工艺可分为:焊接大口径弯头、冲压大口径弯头、铸造大口径弯头等。
3.按曲率半径来分:可分为长半径大口径弯头和短半径大口径弯头。长半径大口径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D,短半径大口径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为大口径弯头直径,R为曲率半径)。

大口径弯头的淬火
淬火是将大口径弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。
大口径弯头的正火
正火是将大口径弯头加热到临界温度以上,使大口径弯头全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能消除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。
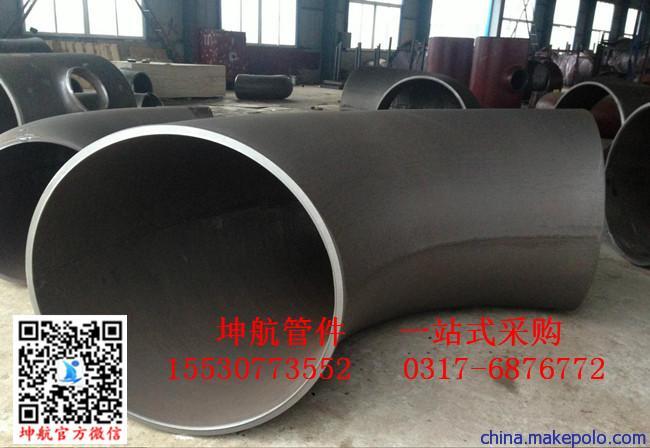
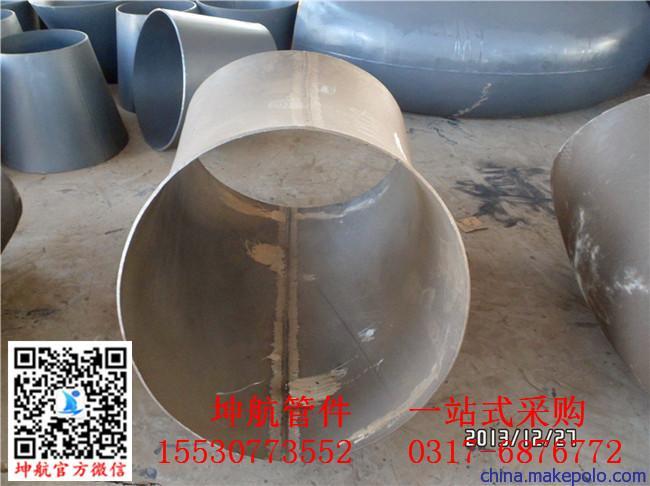
大口径弯头是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将弯头与钢管对焊,大口径对焊弯头的主要制造标准一般是GB/T12459、GB/T13401、ASME
B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510、GB/T10752-1995。
大口径对焊弯头主要用途:主要用于连接两段不同端面半径的管道,或用于管道改径。这种类型的弯头一般需要根据具体工程要求或具体图纸进行生产,除了要符合管道口径的要求,还必须考虑管道的具体情况,如管道输送压力,流体粘度、磨损性、腐蚀性,流体输送温度等多方面的因素。通常对焊弯头是在管道施工现场进行焊接的,这是由于各类管道的焊接标准不同,需要根据管道焊缝等级进行现场焊接。
大口径对焊弯头分类:对焊弯头按它的曲率半径来分,可分为长半径对焊弯头和短半径对焊弯头。长半径对焊弯头的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径对焊弯头的曲率半径等于管子外径,即R=1D。式中的D为对焊弯头直径,R为曲率半径;若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是STD和XS两种;按弯头的角度分,有45度对焊弯头,有90度对焊弯头和180度对焊弯头,材料有:碳钢,合金钢和不锈钢。

大口径弯头是用于高压管道转弯处进行不同角度转弯的一种管件。在高压管道系统所使用的全部管件中,所占比例大,约为80%。
一般高压弯头的壁厚比普通弯头要厚一些,或者材质的耐高压强度比普通的弯头的强度要高一些。有对焊和承插焊及丝扣连接三种方式。
大口径弯头在焊接过程中,焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。大型高压弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。大型高压弯头焊后硬化性较大,容易产生裂纹。
若采用同类型的大型高压弯头焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用大型高压弯头焊条。
大口径弯头不仅具备良好的抗压能力,在不同的管道系统中还需要具备其他的优良特性。比如,在混凝土输送管道,泥浆输送管道中的高压弯头不仅要能承受起较高的管道压力,还具有良好的耐磨性能。而在化工原料输送管道系统中的高压弯头,除了要承受较高的管道压力外,还具有优秀的抗腐蚀和抗酸碱能力。